Çelik Yapı Korozyon Koruması
Çelik Yapı Korozyon Koruması için temel kavramları, uygulama adımları ve kritik mühendislik kontrollerini özetleyen pratik rehber.
Yapıdan Editör Kurulu · Editoryal kaynak kontrolündeBirincil/resmî kaynak doğrulaması bekliyorAyrıntılar
- Hazırlayan
- Yapıdan Editör Kurulu
- Teknik/Editoryal kontrol
- Teknik doğrulama bekliyor
- Son kontrol tarihi
- Teknik doğrulama bekliyor
- İçerik sürümü
- 3.0
- Kaynak durumu
- Birincil/resmî kaynak doğrulaması bekliyor
Kaynak durumu: Birincil/resmî kaynak doğrulaması bekliyor. Teknik karar öncesinde resmî kaynakla teyit edilmelidir.
Sorumluluk/kapsam: Bu içerik genel bilgilendirme ve editoryal kaynak kontrolü amacıyla hazırlanır; proje, saha veya uygulama kararı için yetkili mühendis/kurum değerlendirmesinin yerine geçmez.
Özet
Korozyon (corrosion), çelik yapıların en yaygın dayanıklılık sorunudur; yıllık çelik üretiminin yaklaşık %20'si korozyondan zarar görmüş yapı elemanlarının değiştirilmesine harcanmaktadır. Türkiye'nin Karadeniz kıyısı, Aliağa–Gebze sanayi koridorları, İstanbul Boğazı çevresi ve yüksek nem bölgeleri, çelik yapılar için C3–C5 düzeyinde agresif atmosferik koşullar oluşturmaktadır. TS EN ISO 12944 serisi, korozyon kategorisi belirleme, yüzey hazırlama ve koruyucu boya sistemi seçimi için birincil çerçeveyi sağlar; TS EN 1090-2:2018 Madde 10 ise çelik yapı elemanlarının yüzey koruma imalat gerekliliklerini tanımlar. Tasarım aşamasında korozyon koruma sistemi belirlenmeli, geometrik detaylarda su birikintisi ve kapan bölgeler en aza indirilmeli, yapı ömrü boyunca periyodik bakım planı hazırlanmalıdır.
1. Korozyon Mekanizması ve Türkiye'deki Tehdit Ortamları
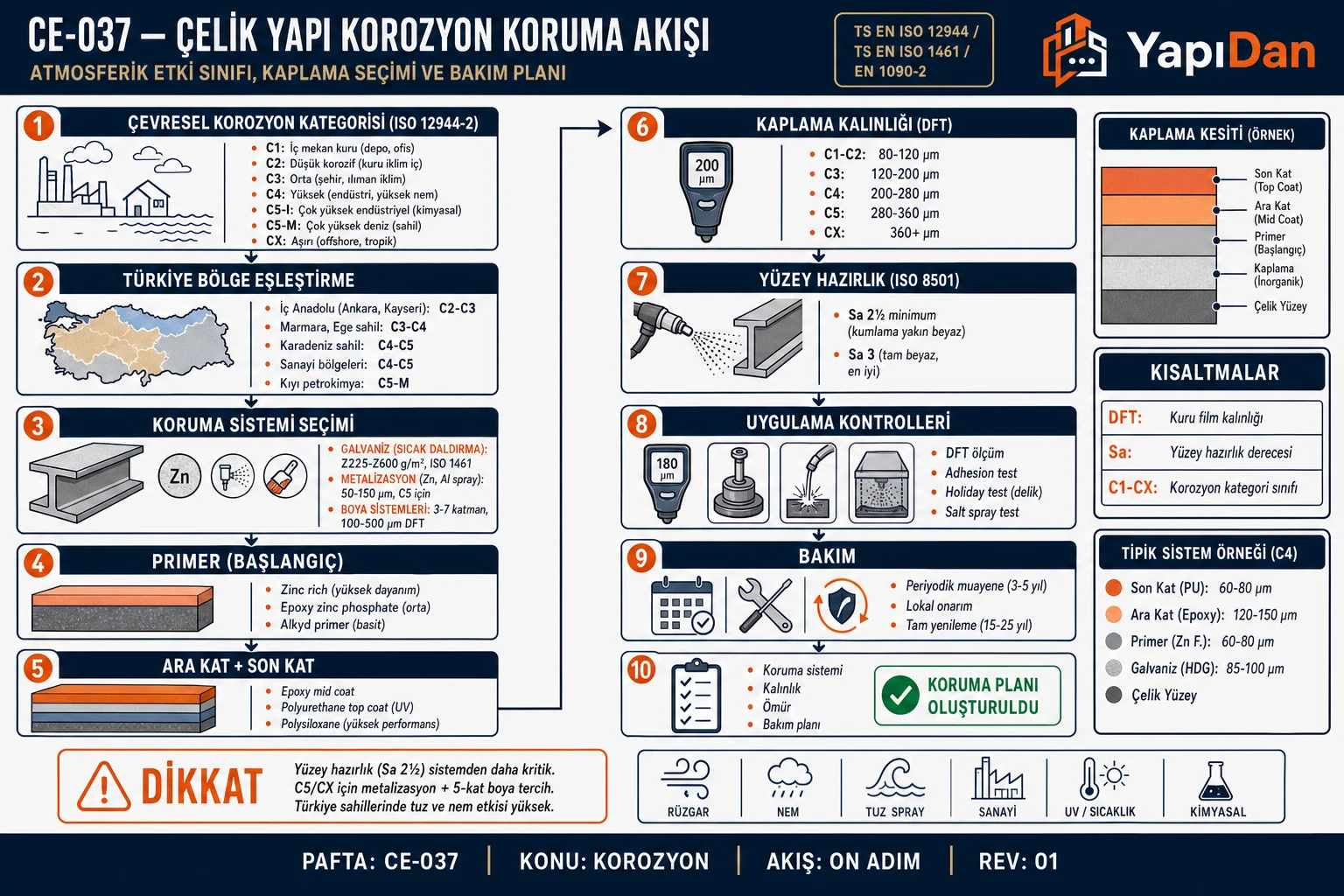
Korozyon kategorisi (C1-CX) ile Türkiye bölge eşleştirme (İç Anadolu C2, sahil C3-C4, sanayi/Karadeniz C4-C5, kıyı petrokimya C5-M); galvaniz (Z225-Z600), metalizasyon (Zn/Al…
Ayrıntılı açıklamayı göster
Korozyon kategorisi (C1-CX) ile Türkiye bölge eşleştirme (İç Anadolu C2, sahil C3-C4, sanayi/Karadeniz C4-C5, kıyı petrokimya C5-M); galvaniz (Z225-Z600), metalizasyon (Zn/Al spray), çok katlı boya sistemi; DFT 80-360 µm; Sa 2½ minimum yüzey hazırlık (TS EN ISO 12944 / TS EN ISO 1461).
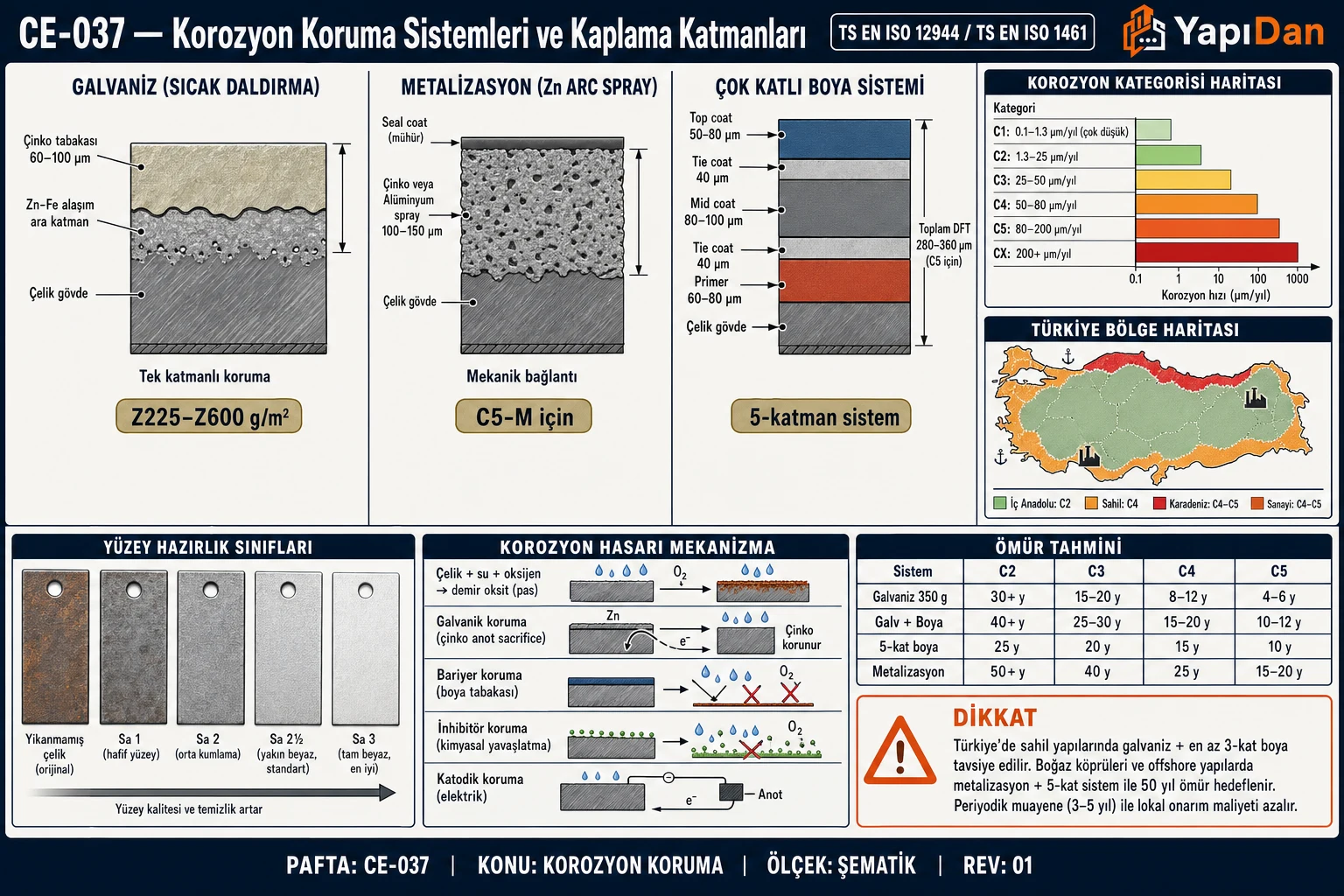
Üç koruma sistemi enine kesit: galvaniz (Z225-Z600 sıcak daldırma), metalizasyon (Zn/Al arc spray + seal), çok katlı boya (primer + mid + top coat 280-360…
Ayrıntılı açıklamayı göster
Üç koruma sistemi enine kesit: galvaniz (Z225-Z600 sıcak daldırma), metalizasyon (Zn/Al arc spray + seal), çok katlı boya (primer + mid + top coat 280-360 µm); ISO 12944 kategori haritası (korozyon hızı µm/yıl); Türkiye bölge haritası C2-C5; ömür tablosu (galvaniz+boya 25-30 yıl C3).
1.1 Elektrokimyasal Korozyon Mekanizması
Korozyon, metalin çevresiyle elektrokimyasal reaksiyona girmesidir. Çelikte oluşan temel anodik ve katodik reaksiyonlar:
Bu reaksiyonun hızını belirleyen temel etkenler; ortam nemi, sıcaklık, SO₂ ve Cl⁻ iyon konsantrasyonu ile pH değeridir. Türkiye'de SO₂ konsantrasyonu yüksek olan sanayi bölgelerinde (Aliağa, Gebze, Ereğli, Dilovası) ve kıyı şeridinde Cl⁻ birikimi nedeniyle korozyon hızı belirgin biçimde artmaktadır.
Saha Notu: Türkiye'de İzmir Aliağa Organize Sanayi Bölgesi (OSB) rafineri, petrokimya ve metal sektöründeki yüksek SO₂ ve Cl⁻ konsantrasyonları nedeniyle çelik yapılar için C4–C5 korozyon kategorisi geçerlidir. Bu bölgede standart C3 boyama sistemi kullanmak, 3–5 yıl içinde ciddi korozyon hasarına yol açmaktadır.
Dikkat: Farklı metallerin temas ettiği bağlantı noktalarında (çelik–bakır, çelik–alüminyum vb.) galvanik korozyon riski doğar. TS EN ISO 12944-3:2017 Madde 5'e göre farklı metallerin temasında dielektrik bariyer kullanılmalıdır.
1.2 Türkiye'ye Özgü Korozyon Risk Bölgeleri
| Bölge / Lokasyon | Korozyon Kategorisi | Tipik Ortam | Çelik Korozyon Hızı (μm/yıl) |
|---|---|---|---|
| İç Anadolu (Ankara, Konya) kırsal | C2 | Düşük kirlilik, düşük nem | 1,3–25 |
| Kentsel alanlar (İstanbul, İzmir merkez) | C3 | Orta kentsel kirlilik | 25–50 |
| Sanayi bölgeleri (Gebze, Dilovası OSB) | C4 | SO₂ + endüstriyel | 50–80 |
| İzmir Aliağa, Ereğli sanayi + kıyı | C4–C5-I | SO₂ + Cl⁻ | 50–200 |
| Boğaz kıyısı, Karadeniz sahil kentleri | C4–C5-M | Yüksek nem + tuz spreyi | 50–200 |
| Açık deniz platformları / köprüler | CX | Deniz atmosferi + daldırma | >200 |
Saha Notu: İstanbul Boğazı'na yakın konumdaki sanayi yapıları ve köprü altı konstrüksiyonları için tuz birikimi ölçümü yapılarak kategori C4 ya da C5-M olarak netleştirilmesi önerilir. Sınır belirsizse üst kategoriyi seçmek, uzun vadede bakım maliyetini düşürür.
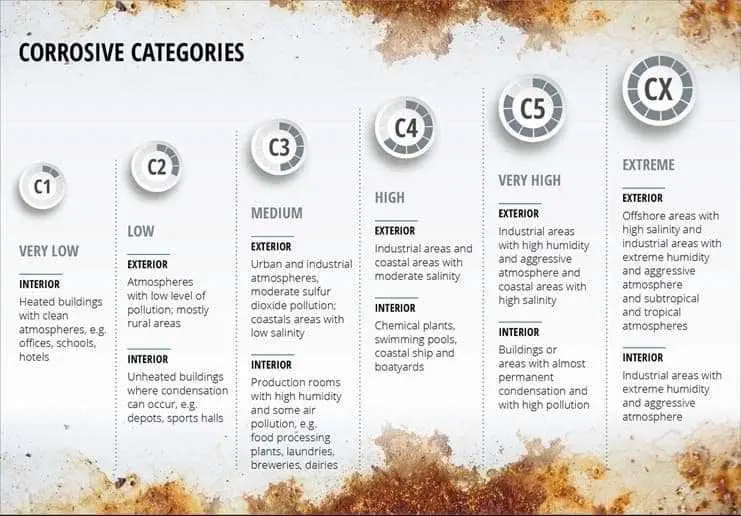
2. Korozyon Kategorileri (TS EN ISO 12944-2:2017 Tablo 1)
TS EN ISO 12944-2:2017 (Türkiye'de TS EN ISO 12944-2 olarak yayımlanmıştır), çevre koşullarına göre korozyon hızını ve uygun koruyucu sistem parametrelerini aşağıdaki sınıflandırmayla tanımlar:
| Kategori | Ortam Riski | Korozyon Hızı (μm/yıl) | İç Mekan Örneği | Dış Mekan Örneği |
|---|---|---|---|---|
| C1 | Çok Düşük | ≤ 1,3 | İklim kontrollü bina, müze | — |
| C2 | Düşük | 1,3–25 | Gıda fabrikası, depo | Kırsal Anadolu |
| C3 | Orta | 25–50 | Nem/hafif kirletici iç mekan | Kentsel/sanayi dış mekan |
| C4 | Yüksek | 50–80 | Kimya tesisi, yüzme havuzu | Sanayi/kıyı bölgesi |
| C5-I | Çok Yüksek (Sanayi) | 80–200 | Yüksek nem + kimyasal | Aliağa, Gebze ağır sanayi |
| C5-M | Çok Yüksek (Deniz) | 80–200 | Offshore, tersane iç | Boğaz kıyısı, Karadeniz kıyısı |
| CX | Aşırı | > 200 | Offshore rüzgar türbini | Tropikal deniz ortamı |
Referans: TS EN ISO 12944-2:2017 Madde 5, Tablo 1.
Dikkat: Korozyon kategorisi her proje için ölçüm/test verilerine dayalı olarak belirlenmeli; ancak ölçüm verisi yoksa komşu bölgelerin bilinen kategorisi ve SO₂ + Cl⁻ depolanma verileri kullanılabilir. Kategori düşük tahmin edildiğinde koruyucu sistem yetersiz kalır.
3. Yüzey Hazırlama
3.1 Temizlik Derecesi (TS EN ISO 8501-1:2007)
Boya sisteminin yapıya çelikle aderansı doğrudan yüzey temizliğine bağlıdır. TS EN ISO 8501-1:2007 aşağıdaki temizlik derecelerini tanımlar:
| Derece | Yöntem | Açıklama |
|---|---|---|
| St 2 | El takımıyla | Çoğu hadde tufali ve pas uzaklaştırılmış |
| St 3 | Motorlu el takımı | Metalik parlaklık, tüm tufal ve pas uzaklaştırılmış |
| Sa 1 | Hafif kumlama | Hadde tufalinin büyük çoğunluğu gitmiş |
| Sa 2 | Ticari kumlama | Hadde tufali ve pas kalmamış, izler kabul edilebilir |
| Sa 2½ | Çok temiz kumlama | Gri metalik yüzey, TS minimum — C3 ve üzeri |
| Sa 3 | Görsel temiz metal | Beyaz metalik yüzey, renk farkı yok |
Standart korozyon koruması için minimum: Sa 2½ (C3–CX kategorileri).
Referans: TS EN ISO 8501-1:2007; TS EN 1090-2:2018 Madde 10.2.
Saha Notu: Türkiye'deki birçok şantiyede kumlama (blastlama) yerine taşlama (St 3) kullanılmaktadır. St 3 ile yalnızca C2 kategorisi için H ömür elde edilebilir; C3 ve üzeri ortamlarda Sa 2½ kumlama zorunludur (TS EN ISO 12944-4:2017 Madde 4.3). Bu adımı atlatmak, boya sistemini en kritik zayıf halkaya dönüştürür.
Dikkat: Kumlama işlemi sonrasında yüzey en geç 4 saat içinde (düşük nem: ≤ %80 RH, T > 5°C) astar uygulamasına alınmalıdır. Gecikme koşullara bağlı olarak yüzeyde hızlı "flash rust" (ani paslanma) oluşturur.
3.2 Yüzey Pürüzlülüğü (TS EN ISO 8503-1:2012 / TS EN ISO 8503-2:2012)
Boya aderansı için yeterli yüzey pürüzlülüğü zorunludur:
Referans: TS EN ISO 8503-1:2012 Madde 4; TS EN ISO 8503-2:2012.
4. Koruyucu Sistem Seçimi
4.1 Boya Katman Sistemi
Çelik yapı korozyon korumasında tipik 3–4 katmanlı boya sistemi uygulanır:
| Katman | İşlev | Tipik Malzeme | Referans |
|---|---|---|---|
| Astar (primer) | Çeliğe yapışma, katodik koruma | Çinko epoksi, çinko silikat, epoksi fosfat | TS EN ISO 12944-5:2019 |
| Ara kat (intermediate) | Film kalınlığı artışı, yüzey toleransı | Epoksi, yüksek kurulu epoksi | TS EN ISO 12944-5:2019 |
| Üst kat (topcoat) | UV dayanımı, renk, su geçirmezlik | Poliüretan (PU), poliüretan-akrilik (PUA) | TS EN ISO 12944-5:2019 |
| Ek katman (CX/VH) | Ekstra koruma, kimyasal direnç | Epoksi novolak, florin PU | TS EN ISO 12944-9:2018 |
4.2 Beklenen Dayanıklılık Kategorileri
TS EN ISO 12944-1:2017 Madde 5.4 dayanıklılık (durability) kategorilerini tanımlar:
| Kategori | Ömür (yıl) | Açıklama |
|---|---|---|
| L | < 7 | Düşük — kısa ömürlü, geçici yapılar |
| M | 7–15 | Orta — standart yapılar |
| H | 15–25 | Yüksek — kalıcı yapılar |
| VH | > 25 | Çok yüksek — kritik altyapı, köprüler |
Not: Bu değerler "büyük bakım öncesi beklenen süreyi" gösterir; boyaların tamamen bozulma süresini değil.
Referans: TS EN ISO 12944-1:2017 Madde 5.4.
Saha Notu: Türkiye'deki köprüler, limanlar, enerji iletim direklerinde minimum H (15–25 yıl) ömür kategorisi; ofşor yapılar, deniz köprüleri ve denize yakın endüstriyel tesislerde VH ömür hedeflenmesi önerilir. KGM köprü projelerinde tipik olarak C4–C5 + VH kombinasyonu talep edilmektedir.
5. Korozyon Ortamına Göre Sistem Seçim Tablosu
| Korozyon Kat. | Boya Sistemi Kodu | Bileşim (Primer + Ara + Son) | Toplam KFK (μm) | Dayanıklılık |
|---|---|---|---|---|
| C2 | P2.04 | Alkid astar + alkid üst kat | 80–100 | M |
| C3 | P3.05 | Epoksi fosfat astar + PU üst kat | 160–200 | H |
| C4 | P4.01 | ZnEpoksi (80 μm) + Epoksi (80 μm) + PU (60 μm) | 220 | H |
| C4 | P4.05 | ZnSilikat (75 μm) + Epoksi (125 μm) + PU (50 μm) | 250 | H–VH |
| C5-I | P5-I.04 | ZnEpoksi (80 μm) + Epoksi (130 μm) + Epoksi (120 μm) | 330 | VH |
| C5-M | P5-M.01 | ZnSilikat (75 μm) + Epoksi (150 μm) + PUA (75 μm) | 300 | VH |
| CX | Özel | HDPE / TSA veya özel sistem | ≥ 400 | VH |
Referans: TS EN ISO 12944-5:2019 Tablo A.1–A.9; TS EN 1090-2:2018 Madde 10.
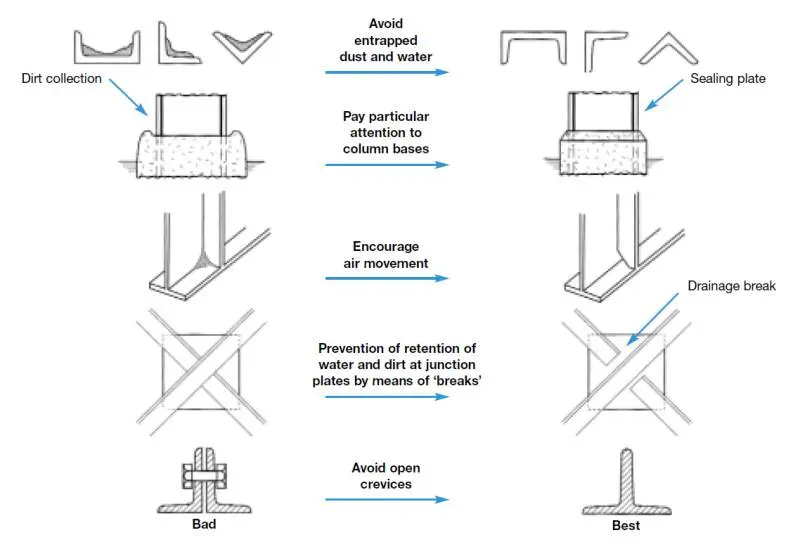
Çelik yapı tasarımında korozyon önleyici geometrik detaylar — kötü tasarım (su birikintisi, açık boşluk) ve iyi tasarım (drenaj kırığı, sızdırmazlık kapağı, hava sirkülasyonu) uygulamaları (TS EN ISO…
Ayrıntılı açıklamayı göster
Saha Notu: Türkiye şantiyelerinde C3 yerine C4 sisteminin seçilmesi, başlangıç maliyetini %15–25 artırsa da 10 yıl içinde bakım maliyetlerinden kazanç sağlanmaktadır. İzmir, Bursa, Kocaeli gibi sanayi bölgelerindeki yapılarda C3 ile başlayan müteahhitler, 7–8 yılda ciddi bakım masrafıyla karşılaşmaktadır.
Dikkat: Seçim tablosu referans sistem verir; üretici teknik veri sayfaları (TDS) her zaman esas alınmalıdır. Ürünün korozyon kategorisi ve ömrü için ISO 12944-6 performans test sertifikasına sahip olduğu doğrulanmalıdır.
6. Yüzey Hazırlama ve Boya Uygulama Akış Diyagramı
Aşağıdaki akış diyagramı, TS EN ISO 12944-5:2019 ve TS EN ISO 12944-7:2017 esasına göre korozyon koruma sistemi tasarım sürecini özetlemektedir:
7. Çok Katmanlı Boya Sistemi (C4 Kategorisi)
Aşağıda C4 korozyon kategorisi, H dayanıklılık için seçilmiş P4.01 sistemi katman yapısı özetlenmektedir:
- Astar (1. katman): Çinko epoksi, 80 μm — çeliğe katodik koruma + aderans
- Ara kat (2. katman): Epoksi, 80 μm — film kalınlığı, yüzey toleransı
- Son kat (3. katman): Poliüretan (PU), 60 μm — UV dayanımı, renk, su bariyeri
- Toplam KFK: 220 μm
Referans: TS EN ISO 12944-5:2019 Tablo A.4 (P4.01).
8. Çinko Kaplama (Galvanizleme)
8.1 Sıcak Daldırma Galvaniz (HDG — Hot Dip Galvanizing)
Çelik eleman 450–460°C'deki erimiş çinko banyosuna daldırılarak metalurjik olarak bağlı Zn–Fe alaşım tabakası oluşturulur. Bu yöntem hem bariyer (engel) hem de katodik (fedakarlık anot) koruma sağlar.
Kaplama kalınlığı standardı: TS EN ISO 1461:2009 Madde 6.1
| Çelik Kalınlığı | Min. Yerel Kalınlık (μm) | Min. Ortalama Kalınlık (μm) |
|---|---|---|
| ≥ 6 mm | 70 | 85 |
| 3 mm ≤ t < 6 mm | 55 | 70 |
| 1,5 mm ≤ t < 3 mm | 45 | 55 |
| < 1,5 mm | 35 | 45 |
Galvaniz ömrü hesabı (TS EN ISO 14713-1):
- : çinko kaplama kalınlığı (μm)
- : ilgili kategorideki yıllık korozyon kaybı (μm/yıl)
Kategorilere göre çinko korozyon hızları (EN ISO 14713-1): C2 ≈ 0,7 μm/yıl; C3 ≈ 2–4 μm/yıl; C4 ≈ 4–8 μm/yıl; C5 ≈ 10–20 μm/yıl.
Referans: TS EN ISO 1461:2009 Madde 6.1; TS EN ISO 14713-1.

Saha Notu: Türkiye'de galvanizleme öncesi silisyum (Si) ve fosfor (P) içeriği kontrol edilmeli; "Sandelin bölgesi" (Si: %0,03–0,12) dışında kalınmalıdır (TS EN ISO 14713-1 Bölüm 4). Bu aralıktaki çelik kalın ve gevrek kaplama oluşturur. Ereğli (ERDEMIR) ve İskenderun (İSDEMİR) üretimli çelikler genellikle uygun aralıktadır ancak temin edilen her parti için malzeme sertifikası (mill certificate) üzerinde Si + P kontrolü yapılmalıdır.
Dikkat: Yüksek silisyumlu çelik ( veya aralığı) galvanizlemede kalın ve kırılgan kaplama oluşturabilir. Çelik malzeme seçiminde veya tercih edilmesi önerilir.
8.2 Galvaniz + Boya (Duplex Sistemi)
Galvanizin üzerine boya uygulaması "sinerjistik etki" yaratır:
Bu formül, galvaniz ömrü ile boya ömrü toplamının 1,5 katı kadar gerçek duplex sistem ömrü elde edildiğini gösterir. Kullanım alanı: köprü korkulukları, enerji iletim direkleri, denizel yapı taşıyıcıları.
Referans: EN ISO 14713-1; Nordic Galvanizers Technical Bulletin.

Saha Notu: Duplex sistem uygulamasında galvanizli yüzeyin boyaya uyumluluğu kritiktir. Galvanizli yüzeye doğrudan alkid veya klorlu kauçuk boya uygulanamaz; epoksi uyumlu wash primer veya özel galvaniz astarı kullanılmalıdır. Bu adım atlandığında boya 1–3 yıl içinde pul pul dökülür.
9. Termal Sprey (TSA — Thermal Spray Aluminium / TSZ — Zinc)
Deniz köprüleri, rüzgar türbinleri ve ofşor yapılarda tercih edilir:
- Uygulama: Alüminyum veya çinko tel ark spreyi ile uygulanır (TS EN ISO 2063-1:2017)
- Kaplama kalınlığı: 200–300 μm
- Mühürleyici: Gözenekleri doldurmak için sealant boya ile kombine edilir
- Kullanım: CX ortamında, 50+ yıl hizmet ömrü hedefi
Referans: TS EN ISO 2063-1:2017; TS EN ISO 12944-9:2018 Madde 5.

Saha Notu: Türkiye'de TSA uygulaması öncelikle Osmanlı ve Cumhuriyet dönemi köprülerinin bakım–onarım projelerinde (İstanbul tarihi köprüleri, Karadeniz sahil köprüleri) kullanılmaktadır. Yeni köprü projelerinde ise EN ISO 12944-9 kapsamında özel deniz sistemleri talep edilmektedir.
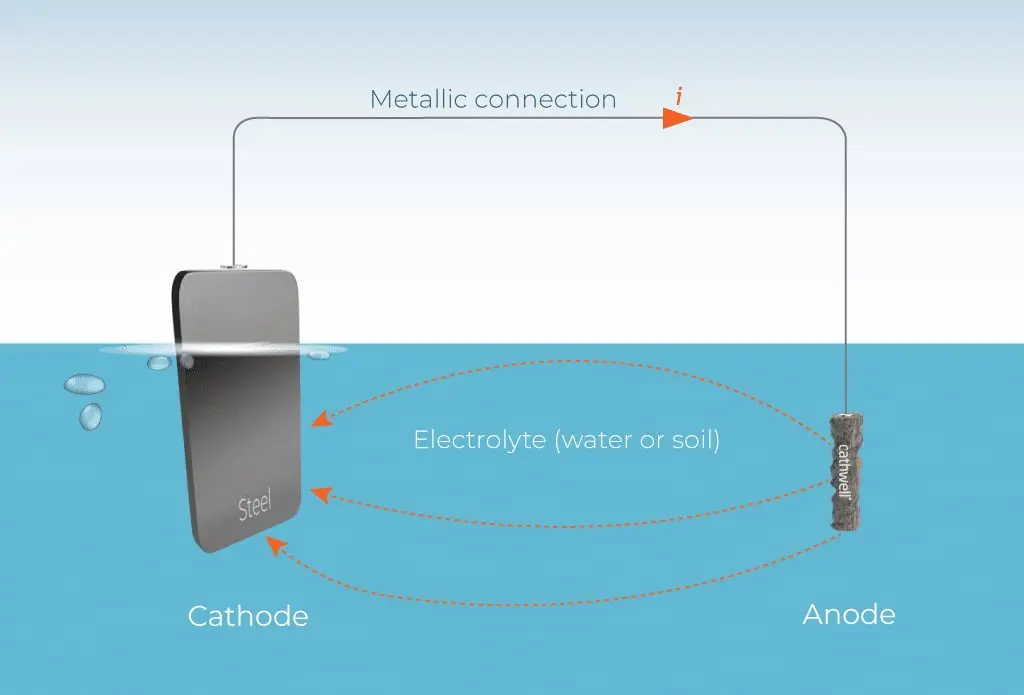
10. Katodik Koruma Yöntemleri
10.1 Fedakarlık Anot (Galvanik) Sistemi
Çelikten daha elektronegatif metal (çinko, magnezyum, alüminyum anot) çeliğe elektrik bağlantısıyla bağlanarak anot olarak feda edilir, çelik ise katot olarak korunur. Dış güç kaynağı gerektirmez.
Kullanım alanı: Deniz suyu daldırma yapıları, gömülü boru hatları, iskele ayakları.
Referans: Türk Loydu Kısım 70 (Katodik Koruma Kriterleri); ISO 15589-2.
10.2 Dış Akımlı Katodik Koruma (ICCP — Impressed Current Cathodic Protection)
Dış güç kaynağı kullanılarak çelik yapıya sürekli katodik akım sağlanır. Büyük yapılar ve yüksek dirençli ortamlar için ICCP tercih edilir.
Referans: ISO 15589-1 (gömülü boru hatları); Türk Loydu; NACE SP0169.
Saha Notu: Türkiye'de büyük liman iskelelerinde, Boğaz geçiş köprülerinin deniz içi ayaklarında ve Türkiye petrol boru hattı (BOTAŞ) altyapısında aktif ICCP sistemleri kullanılmaktadır.
11. Tasarım Aşamasında Korozyon Tedbirleri
11.1 Geometrik Detay Prensipleri (TS EN ISO 12944-3:2017)
| Prensip | Açıklama | Standart |
|---|---|---|
| Su birikintisi önle | Yatay levhalarda tahliye deliği veya eğimli yüzey tasarla | TS EN ISO 12944-3:2017 Md. 5.3 |
| Sızıntı önle | Çakışan yüzeylerde kapillar etkiyi azaltmak için sızdırmaz kaynak / dolgu | TS EN ISO 12944-3:2017 Md. 5.4 |
| Derin köşelerden kaçın | iç köşe — boya birikimi ve film yokluğu riski | TS EN ISO 12944-3:2017 Md. 5.5 |
| Erişilebilirlik | Bakım boyaması için kiriş aralığı ≥ 600 mm | TS EN ISO 12944-3:2017 Md. 5.7 |
| Galvanik korozyon | Farklı metal temas noktalarına dielektrik bariyer | TS EN ISO 12944-3:2017 Md. 5.8 |
| Kaynak ağzı | Keskin kaynak ağzı ve sıçrama artık temizlenmeli | TS EN 1090-2:2018 Md. 10.2 |
Dikkat: Kaynaklı bölgeler çelik yüzeyinden farklı kimyasal yapıya sahiptir; kaynak cüruf ve sıçrası tam temizlenmeden boya yapışması güvenilir olmaz. TS EN 1090-2:2018 Madde 10.2 gereği kaynak bölgesi boyama öncesi temizlenmelidir.
11.2 Bakım Planlaması (TS EN ISO 12944-8:2017)
| Kategori + Ömür | İlk İnceleme | Kısmi Onarım | Büyük Bakım |
|---|---|---|---|
| C3 + H | 2–3 yıl | 5–7 yıl | 15–20 yıl |
| C4 + H | 2 yıl | 4–5 yıl | 12–15 yıl |
| C5 + VH | 1–2 yıl | 3–4 yıl | 10–12 yıl |
| CX + VH | 1 yıl | 2–3 yıl | 8–10 yıl |
Referans: TS EN ISO 12944-8:2017 Madde 7.
Saha Notu: Türkiye'de çelik yapılar genellikle montaj sonrası bakım programı hazırlanmadan teslim edilmektedir. Tasarımcı ve yapı sahibi, bakım programını sözleşme ekinde açıkça belirlemelidir.
12. Korozyon Payı (Corrosion Allowance)
Uzun ömürlü veya korumasız kalan bölgelerde yapısal hesaplarda korozyon payı eklenir:
Bending kapasitesine etkisi (sac elemanlar için):
| Durum | (mm) |
|---|---|
| İç mekan, korunan (C1) | 0 |
| Orta dış mekan (C3), 50 yıl ömür | 1–2 |
| Kıyı/Sanayi dış mekan (C4), 50 yıl | 2–3 |
| Deniz ortamı (C5-M), 100 yıl köprü | 2–4 |
| Silo/boru iç (kimyasal maruz) | 2–5 |
Referans: TS EN ISO 12944-2:2017 Tablo 1; EN 1993-1-1 Madde 4.
Saha Notu: Köprüler ve kritik altyapı projelerinde (KGM köprü teknik şartnamesinde) korozyon payı genellikle 2–4 mm arasında öngörülmektedir. Mevcut binadan sökülen çelik yeniden kullanılacaksa, orijinal korozyon derinliği ultrasonik kalınlık ölçüm cihazı ile ölçülmeli ve net yapısal kalınlık doğrulanmalıdır.
13. Boya Film Kalınlığı Kontrolü (TS EN ISO 2808:2019)
Islak film kalınlığından kuru film kalınlığı tahmini:
- = kuru film kalınlığı (μm)
- = ıslak film kalınlığı (μm)
- = boyada katı oranı (hacimce, %)
Ölçüm yöntemi: Manyetik veya elektromanyetik kuru film kalınlık (KFT) ölçer (TS EN ISO 2808:2019 Yöntem 6).

Referans: TS EN ISO 2808:2019; SSPC PA 2; TS EN ISO 19840.
14. Kalite Kontrol Testleri
| Test | Standart | Amaç | Kabul Kriteri |
|---|---|---|---|
| Kuru Film Kalınlığı (KFK) | TS EN ISO 2808:2019 | Her katman kalınlığı | Spesifikasyon ± %20 |
| Pull-Off Yapışma Testi | TS EN ISO 4624:2023 | Boya aderansı | ≥ 3 MPa (çeliğe) |
| Cross-Cut Yapışma Testi | TS EN ISO 2409:2020 | Aderans derecelendirmesi | 0 veya 1 |
| Holiday (Gözeneklilik) Testi | NACE SP0188 | Film bütünlüğü | Sıfır delik |
| Tuz Spreyi Testi | TS EN ISO 9227 | Korozyon direnci | ≥ 480 saat (C3 H) |
| Galvaniz Kalınlığı | TS EN ISO 1461:2009 | HDG kaplama kalınlığı | Tablo 3 değerleri |
Referans: TS EN ISO 4624:2023; TS EN ISO 2808:2019; TS EN ISO 9227:2022.
Dikkat: Cıvatalı bağlantı yüzeyleri (sürtünme tipi) boya ile kaplanmadan önce (sürtünme katsayısı) test edilmelidir; sertifika gerektiren yüzeylerde izin verilen boya türü sınırlandırılmıştır. TS EN 1090-2:2018 Madde 8.4 ve Ek G gerekliliklerine uyulmalıdır.
15. Paslanmaz Çelik (Stainless Steel) Seçeneği
Agresif ortamlarda boya ve galvaniz yerine paslanmaz çelik kullanımı değerlendirilmelidir. Paslanmaz çelikte korozyon direnci, krom oksit pasif tabakası ile sağlanır. Minimum %10,5 Cr içeriği bu tabakayı oluşturur.
| Alaşım | Sınıfı | PRE Değeri | Tipik Kullanım Türkiye |
|---|---|---|---|
| 304 (1.4301) | Ostenitik | ~18–20 | C2–C3 iç mekan, mimari cepheler |
| 316 (1.4401) | Ostenitik + Mo | ~24–26 | C3–C4 kıyı ve sanayi |
| 2205 Duplex (1.4462) | Duplex | ~34–36 | C4–C5 İzmir Aliağa gibi agresif ortamlar |
| 2507 Süper Duplex (1.4410) | Süper Duplex | ~41–43 | C5–CX ofşor yapılar |
PRE = %Cr + 3,3 × %Mo + 16 × %N (Pitting Resistance Equivalent)
Referans: TS EN 10088-1; TS EN 10088-5:2009.
Saha Notu: Türkiye kıyılarında ve Aliağa gibi agresif sanayi bölgelerinde AISI 316 paslanmaz çelik minimum gereksinim olarak kabul edilmekte; köprü korkulukları, havalimanı çatıları gibi kritik yerlerde 2205 duplex tercih edilmektedir.
16. İş Güvenliği ve Yasal Gereklilikler
| Faaliyet | Yasal Dayanak | Gereklilik |
|---|---|---|
| Şantiyede kumlama uygulaması | 6331 Sayılı İSG Kanunu, Madde 19 | Kişisel koruyucu donanım (PPE): solunum maskesi (P3 filtre), koruyucu gözlük, toz önleyici havalandırma |
| Boya uygulama (epoksi, PU) | 6331 Sayılı İSG Kanunu; Kimyasal Maddelerle Çalışma Yönetmeliği | Organik buhar maskesi, yanıcı madde prosedürü, LEV (yerel egzoz havalandırması) |
| Galvaniz tesisinde çalışma | 6331 Sayılı İSG Kanunu, Madde 4–5 | Yüksek sıcaklık PPE, çinko dumanı izleme (≤ 5 mg/m³) |
| Deprem bölgesi çelik yapı | TBDY 2018 Bölüm 9 | Korozyon payı dahil kesit kapasitesi |
Referans: 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu; Kimyasal Maddelerle Çalışmalarda Sağlık ve Güvenlik Önlemleri Hakkında Yönetmelik (RG: 12.08.2013, No: 28733).
17. Örnek Problemler
Problem 1 — Kolay
Veriler:
- Yapı tipi: Kapalı tekstil fabrikası (iç mekan), orta nem
- Korozyon kategorisi: C3 (TS EN ISO 12944-2:2017 Tablo 1)
- Beklenen ömür: H (15–25 yıl)
- Yüzey: Sa 2½ kumlama (TS EN ISO 8501-1:2007)
İstenen: C3-H için uygun boya sistemini ve minimum toplam KFK değerini belirle.
Çözüm:
Adım 1: TS EN ISO 12944-5:2019 Tablo A.3 (karbon çelik, C3, H ömür) tablosundan sistem seç.
Adım 2: Tablo A.3'ten P3.05 kodu:
- Astar: Epoksi çinko fosfat, 1 × 80 μm
- Ara kat: Epoksi, 1 × 80 μm
- Son kat: Poliüretan, 1 × 50 μm
Adım 3: Toplam KFK hesabı:
Adım 4: IFK hesabı ( varsayımıyla son kat):
Sonuç: P3.05 sistemi, toplam 210 μm KFK, C3-H ömür için uygundur.
Kontrol: TS EN ISO 12944-5:2019 Tablo A.3 minimum 160 μm KFK için H ömür verir; 210 μm bu sınırı karşılar.
Problem 2 — Orta
Veriler:
- Konum: İzmir Aliağa, açık hava, sanayi + kıyı bölgesi
- Korozyon kategorisi: C5-I (SO₂ + Cl⁻ etkisi, TS EN ISO 12944-2:2017)
- Beklenen ömür: VH (> 25 yıl)
- Yüzey: Sa 2½, pürüzlülük: Rz = 50–70 μm (Orta G sınıfı)
- Çelik kalınlığı: 12 mm
İstenen:
- Uygun boya sistemini belirle (sistem kodu ve katman bileşimi)
- Toplam KFK hesapla
- Duplex sistem kullanılacak olsa galvaniz katmanının katkısını hesapla
Çözüm:
Adım 1: TS EN ISO 12944-5:2019 Tablo A.7 (C5-I, VH ömür, Sa 2½ yüzey) sistemini bul.
Seçilen sistem — P5-I.04:
- Astar: İnorganik çinko silikat (İnorganik ZS), 75 μm
- Ara kat: Epoksi, 2 × 80 μm = 160 μm
- Son kat: PU, 75 μm
Adım 2: Toplam KFK:
Adım 3: Duplex sistem ömür tahmini. 12 mm çelik için TS EN ISO 1461:2009 Tablo 3'ten ortalama galvaniz kalınlığı: .
C5-I ortamında çinko korozyon hızı: (EN ISO 14713-1).
Boya sistemi ömrü (VH): ≥ 25 yıl
Duplex ömür tahmini:
Sonuç:
- Boya sistemi tek başına: P5-I.04, 310 μm KFK — VH (≥ 25 yıl) karşılar
- Duplex (galvaniz + boya): Tahmini ~64 yıl — çok kritik Aliağa altyapısı için tercih edilir
Kontrol: TS EN ISO 12944-5:2019 Tablo A.7 — C5-I VH ömür için minimum 300 μm KFK; hesaplanan 310 μm ≥ 300 μm.
Problem 3 — Zor
Veriler: Bir kıyı endüstriyel tesisinin (İstanbul Boğazı yakını, C5-M) taşıyıcı çelik çatı konstrüksiyonu:
- Korozyon kategorisi: C5-M (deniz kıyısı + yüksek Cl⁻)
- Beklenen ömür: VH (> 25 yıl)
- Çelik kalınlığı: (ana taşıyıcı kirişler)
- Korozyon payı: 50 yıl ömür, (öngörülen)
- Uygulama: Sa 2½, Rz = 60–70 μm
İstenen:
- C5-M VH boya sistemini belirle
- Toplam KFK ve katman dağılımını hesapla
- Korozyon payı dahil yapısal net kalınlığı bul
- Bending kapasitesi kaybını hesapla (50 yıl sonra)
- HDG galvaniz alternatifinin ömrünü hesapla
Çözüm:
Adım 1: TS EN ISO 12944-5:2019 Tablo A.8 (C5-M, VH ömür) sistemini seç.
Seçilen sistem — P5-M.01:
- Astar: İnorganik çinko silikat, 75 μm
- Ara kat: Epoksi (yüksek kurulu), 2 × 125 μm = 250 μm
- Son kat: PUA (poliüretan-akrilik), 75 μm
Adım 2: KFK hesabı:
Adım 3: Korozyon payı dahil net kalınlık:
Adım 4: Bending kapasitesi kaybı (sac eleman formülü):
50 yıl sonunda taşıma kapasitesinin yalnızca %39,1'i kalmakta → %60,9 kapasite kaybı — bu, 8 mm çelikle C5-M ortamında VH boya sistemi kullanılmadan 50 yıl ömür hedefinin karşılanmayacağını gösterir.
Adım 5: Alternatif HDG galvaniz:
için TS EN ISO 1461:2009 Tablo 3: ,
C5-M ortamında çinko korozyon hızı: (EN ISO 14713-1 Tablo A.5 üst değer)
C5-M'de yalnız HDG galvaniz yetersizdir; ya duplex (galvaniz + P5-M.01 boya) ya da TSA uygulanmalıdır.
Duplex ömür tahmini:
Sonuç:
- C5-M VH için P5-M.01, toplam 400 μm KFK → TS EN ISO 12944-5:2019 Tablo A.8 minimum 300 μm'ü karşılar.
- 3 mm korozyon payı dahil net kalınlık: 5 mm; kapasitede %60,9 kayıp → 'lik başlangıç profili seçimi gerektirir.
- Duplex sistem yaklaşık 46 yıl ömür sağlar — 50 yıl için TSA veya daha kalın galvaniz tavsiye edilir.
18. Sık Yapılan Hatalar
| # | Hata | Risk | Doğru Uygulama |
|---|---|---|---|
| 1 | Korozyon kategorisi düşük tahmin | Erken korozyon, bakım maliyeti | Ölçüm verisi kullan; şüpheli durumda üst kategori seç |
| 2 | Sa 2½ yerine St 3 yüzey hazırlama | Boya erken soyulma | C3+ için kumlama zorunlu (TS EN ISO 8501-1) |
| 3 | Uygulama sırasında T < 5°C veya RH > 85% | Film bütünlüğü sorunları | Uygulama koşulları kontrol edilmeli |
| 4 | Kaynak cüruf/sıçrası temizlenmeden boya | Nokta korozyon, kabarcık | Kaynak bölgesi boyama öncesi temizlenmeli |
| 5 | Galvanizli çeliğe alkid boya | 1–3 yılda pul pul soyulma | Galvaniz üstüne wash primer veya özel galvaniz astarı |
| 6 | Sandelin bölgesi çeliğe galvaniz | Kalın, kırılgan kaplama | Mill certificate Si+P kontrolü |
| 7 | Korozyon payı göz ardı | Taşıma kapasitesi kaybı | Her proje için hesapla |
| 8 | Farklı metal teması — dielektrik yok | Galvanik korozyon | TS EN ISO 12944-3 Md. 5.8 uyarınca bariyer |
| 9 | Pull-off testi yapılmadan kabul | Yetersiz aderans gizli kalır | TS EN ISO 4624:2023 testi zorunlu (≥ 3 MPa) |
| 10 | Bakım planı hazırlanmadan teslim | Korozyon hasar gider tırmanır | TS EN ISO 12944-8 kapsamında bakım planı hazırla |
19. Yönetmelik Referansı — Madde Numaralı Özet
| Standart | Madde / Bölüm | Konu |
|---|---|---|
| TS EN ISO 12944-1:2017 | Tüm bölüm | Genel giriş ve kapsam |
| TS EN ISO 12944-2:2017 | Madde 5, Tablo 1 | Ortam kategorileri C1–CX |
| TS EN ISO 12944-3:2017 | Madde 5.3–5.8 | Tasarım gereksinimleri — geometrik detay |
| TS EN ISO 12944-4:2017 | Madde 4.3 | Yüzey hazırlama türleri |
| TS EN ISO 12944-5:2019 | Tablo A.1–A.9 | Boya sistemi seçim tabloları |
| TS EN ISO 12944-6:2018 | Tüm bölüm | Performans test yöntemleri |
| TS EN ISO 12944-7:2017 | Tüm bölüm | Uygulama ve denetim |
| TS EN ISO 12944-8:2017 | Madde 7 | Bakım planlaması |
| TS EN ISO 12944-9:2018 | Tüm bölüm | Ofşor ve CX yapılar |
| TS EN ISO 8501-1:2007 | — | Yüzey temizlik dereceleri |
| TS EN ISO 8503-1:2012 | Madde 4 | Yüzey pürüzlülüğü — G/S sınıfları |
| TS EN ISO 2808:2019 | Yöntem 6 | KFK ölçümü |
| TS EN ISO 4624:2023 | — | Pull-off yapışma testi |
| TS EN ISO 1461:2009 | Madde 6.1 | Sıcak daldırma galvaniz kalınlıkları |
| TS EN ISO 14713-1 | Tüm bölüm | Galvaniz ve termal sprey kılavuzu |
| TS EN ISO 2063-1:2017 | — | Termal sprey (TSA/TSZ) uygulama |
| TS EN 1090-2:2018 | Madde 10 | Yapısal çelikte yüzey koruma |
| TS EN 10088-5:2009 | — | Paslanmaz çelik yapısal profiller |
| 6331 Sayılı İSG Kanunu | Madde 4–5, 19 | İş güvenliği yükümlülükleri |
20. Parametre Tablosu
| Parametre | Sembol | Birim | Tipik / Sınır Değer | Kaynak |
|---|---|---|---|---|
| Yüzey temizlik derecesi (min. C3+) | — | — | Sa 2½ | TS EN ISO 8501-1:2007 |
| Yüzey pürüzlülüğü (orta G sınıfı) | μm | 40–70 | TS EN ISO 8503-2:2012 | |
| Uygulama sıcaklığı | °C | ≥ 5 | TS EN ISO 12944-5:2019 | |
| Uygulama nem koşulu | RH | % | ≤ 85 | TS EN ISO 12944-5:2019 |
| HDG kalınlığı (t ≥ 6 mm) | μm | ≥ 85 ort., ≥ 70 lok. | TS EN ISO 1461:2009 Tablo 3 | |
| HDG kalınlığı (t < 1,5 mm) | μm | ≥ 45 ort., ≥ 35 lok. | TS EN ISO 1461:2009 Tablo 3 | |
| Korozyon hızı C3 ortamda | μm/yıl | 25–50 | TS EN ISO 12944-2:2017 Tablo 1 | |
| Korozyon hızı C5-M ortamda | μm/yıl | 80–200 | TS EN ISO 12944-2:2017 Tablo 1 | |
| Çinko korozyon hızı C3'te | μm/yıl | 2–4 | EN ISO 14713-1 | |
| Çinko korozyon hızı C5-M'de | μm/yıl | 10–20 | EN ISO 14713-1 | |
| KFK (toplam, C3 H) | KFK | μm | ≥ 160 | TS EN ISO 12944-5:2019 Tablo A.3 |
| KFK (toplam, C5 VH) | KFK | μm | ≥ 300 | TS EN ISO 12944-5:2019 Tablo A.7 |
| Boya aderansı (pull-off) | — | MPa | ≥ 3 | TS EN ISO 4624:2023 |
| TSA kaplama kalınlığı | — | μm | 200–300 | TS EN ISO 2063-1:2017 |
| Galvanik korumanın alt potansiyeli | — | V | ≤ −0,85 (Ag/AgCl) | ISO 15589-2; Türk Loydu |
Kaynaklar
- TS EN ISO 12944-1:2017 — Boyalar ve vernikler — Çelik yapıların korozyon koruması — Bölüm 1: Genel giriş. TSE, Ankara.
- TS EN ISO 12944-2:2017 — Bölüm 2: Ortamların sınıflandırılması. TSE, Ankara.
- TS EN ISO 12944-3:2017 — Bölüm 3: Tasarım değerlendirmeleri. TSE, Ankara.
- TS EN ISO 12944-5:2019 — Bölüm 5: Koruyucu boya sistemleri. TSE, Ankara.
- TS EN ISO 12944-6:2018 — Bölüm 6: Performans test yöntemleri. TSE, Ankara.
- TS EN ISO 12944-7:2017 — Bölüm 7: Uygulama ve denetim. TSE, Ankara.
- TS EN ISO 12944-8:2017 — Bölüm 8: Şartname geliştirme. TSE, Ankara.
- TS EN ISO 12944-9:2018 — Bölüm 9: Ofşor ve ilgili yapılar. TSE, Ankara.
- TS EN ISO 8501-1:2007 — Yüzey temizlik dereceleri. TSE, Ankara.
- TS EN ISO 8503-1:2012 — Yüzey pürüzlülüğü. TSE, Ankara.
- TS EN ISO 2808:2019 — Boya film kalınlığı tayini. TSE, Ankara.
- TS EN ISO 4624:2023 — Boya yapışma pull-off testi. TSE, Ankara.
- TS EN ISO 1461:2009 — Sıcak daldırma galvaniz. TSE, Ankara.
- TS EN ISO 14713-1 — Galvaniz ve termal sprey kılavuzu. TSE, Ankara.
- TS EN ISO 2063-1:2017 — Termal püskürtme. TSE, Ankara.
- TS EN 1090-2:2018 — Çelik yapılar teknik gerekler, Madde 10. TSE, Ankara.
- TS EN 10088-5:2009 — Paslanmaz çelik yapısal profiller. TSE, Ankara.
- ArcelorMittal / Constructalia (2021) — Corrosion Protection Technical Guide. Luxembourg.
- Nordic Galvanizers — Zinc + Paint Duplex System Technical Bulletin.
- Hilti (2021) — Korozyon Koruması ve Korozyon Kaybı Hesabı. Teknik Makale, Hilti Türkiye.
- GALDER (2022) — Sıcak Daldırma Galvaniz ve Korozyon Kategorileri. GALDER Derneği, Ankara.
- 6331 Sayılı İş Sağlığı ve Güvenliği Kanunu — RG: 30.06.2012, No: 28339.
- Geko-Union (2023) — ISO 12944 Coating System Selection Guide (C5 Example). Technical Blog.
İlgili Hesaplama Araçları
Bu konuyla ilgili ücretsiz mühendislik hesaplama araçlarımızla ön tasarım ve kontrol yapabilirsiniz:
- Çelik Kolon Burkulma Hesaplama
- Çelik Kiriş Sehim Hesaplama
- Çelik Profil Ağırlığı Hesaplama
- Pas Payı Hesaplama
Önemli Mühendislik Uyarısı: Bu içerik yalnızca bilgilendirme amaçlıdır; nihai tasarım, hesap ve uygulama kararları, güncel yönetmelikler ile proje koşulları çerçevesinde yetkili bir inşaat mühendisinin denetiminde alınmalıdır. Sayısal örnekler ve formüller genel mühendislik pratiğini yansıtır; her projenin kendine özgü zemin, yük ve çevre koşulları proje müellifince ayrıca değerlendirilmelidir.
Çelik Yapı Korozyon Koruması — Sıkça Sorulan Sorular
Korozyon kategorisi nasıl belirlenir?
C3 ve üzeri korozyon kategorilerinde minimum yüzey hazırlık derecesi nedir?
Duplex sistem (galvaniz + boya) ömrü nasıl hesaplanır?
Boya aderansı için hangi minimum değer gereklidir?
Sıcak daldırma galvanizlemede çeliğin silisyum içeriği neden önemlidir?
Kaynaklar, sürüm ve alıntılamaAkademik ve mesleki kullanım için atıf ayrıntılarını açın.
bilgiportali (2026). Çelik Yapı Korozyon Koruması. Yapıdan — İnşaat Mühendisliği Bilgi Portalı. https://yapidan.com/kategoriler/ce/celik-yapi-korozyon-korumasi