Çelik Bağlantılar: Kaynaklı Bağlantı Hesabı
Kaynaklı bağlantılar, çelik yapı sistemlerinde en yaygın kullanılan kalıcı
Yapıdan Editör Kurulu · Editoryal kaynak kontrolündeBirincil/resmî kaynak doğrulaması bekliyorAyrıntılar
- Hazırlayan
- Yapıdan Editör Kurulu
- Teknik/Editoryal kontrol
- Teknik doğrulama bekliyor
- Son kontrol tarihi
- Teknik doğrulama bekliyor
- İçerik sürümü
- 3.0
- Kaynak durumu
- Birincil/resmî kaynak doğrulaması bekliyor
Kaynak durumu: Birincil/resmî kaynak doğrulaması bekliyor. Teknik karar öncesinde resmî kaynakla teyit edilmelidir.
Sorumluluk/kapsam: Bu içerik genel bilgilendirme ve editoryal kaynak kontrolü amacıyla hazırlanır; proje, saha veya uygulama kararı için yetkili mühendis/kurum değerlendirmesinin yerine geçmez.
Kategori: Çelik Yapılar Seviye: Orta–İleri
Kaynak tipi seçiminden efektif kalınlık, dayanım hesabı, von Mises kombine gerilme ve kalite/NDT kontrolüne kadar tüm akış.
Köşe ve küt kaynak kesitleri, ISO 2553 kaynak sembolleri ve βw faktörlü dayanım formülleri.
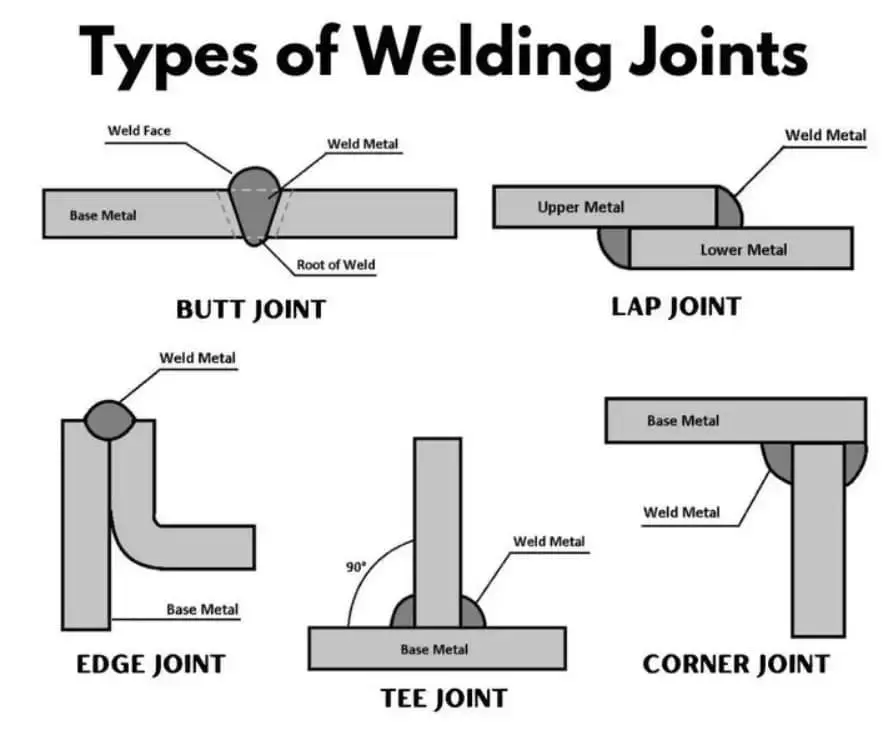
1. Kaynak Türleri
Yapısal çelik bağlantılarda kullanılan başlıca kaynak türleri ÇYTHYE-2016 Bölüm 13.2 ve TS EN 1993-1-8:2009 Bölüm 4'te tanımlanmaktadır.
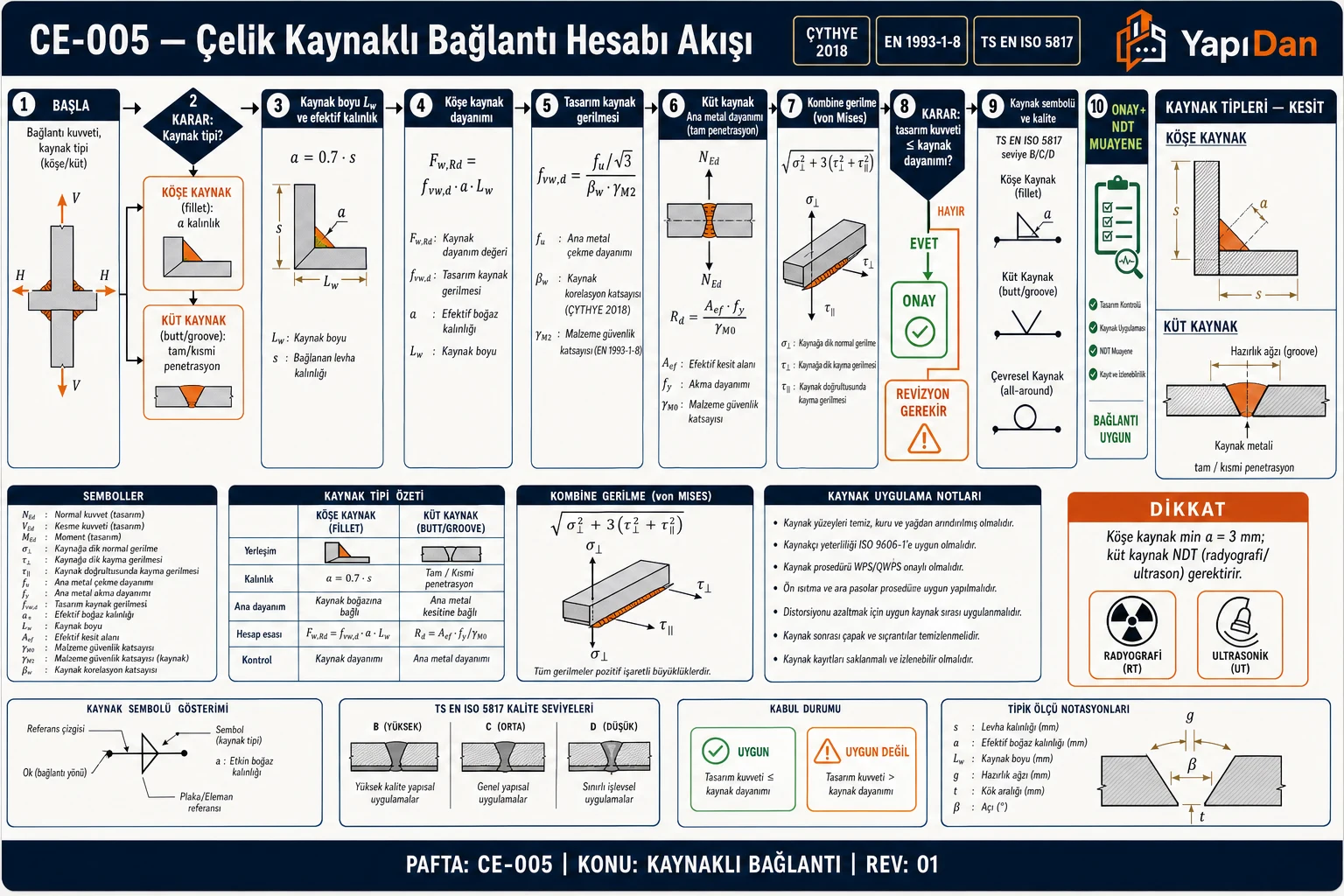
1.1 Tasarım Akış Diyagramı
Aşağıdaki diyagram, kaynaklı bağlantı tasarımında izlenecek adımları TS EN 1993-1-8:2009 ve ÇYTHYE-2016 Bölüm 13 esas alınarak özetlemektedir.
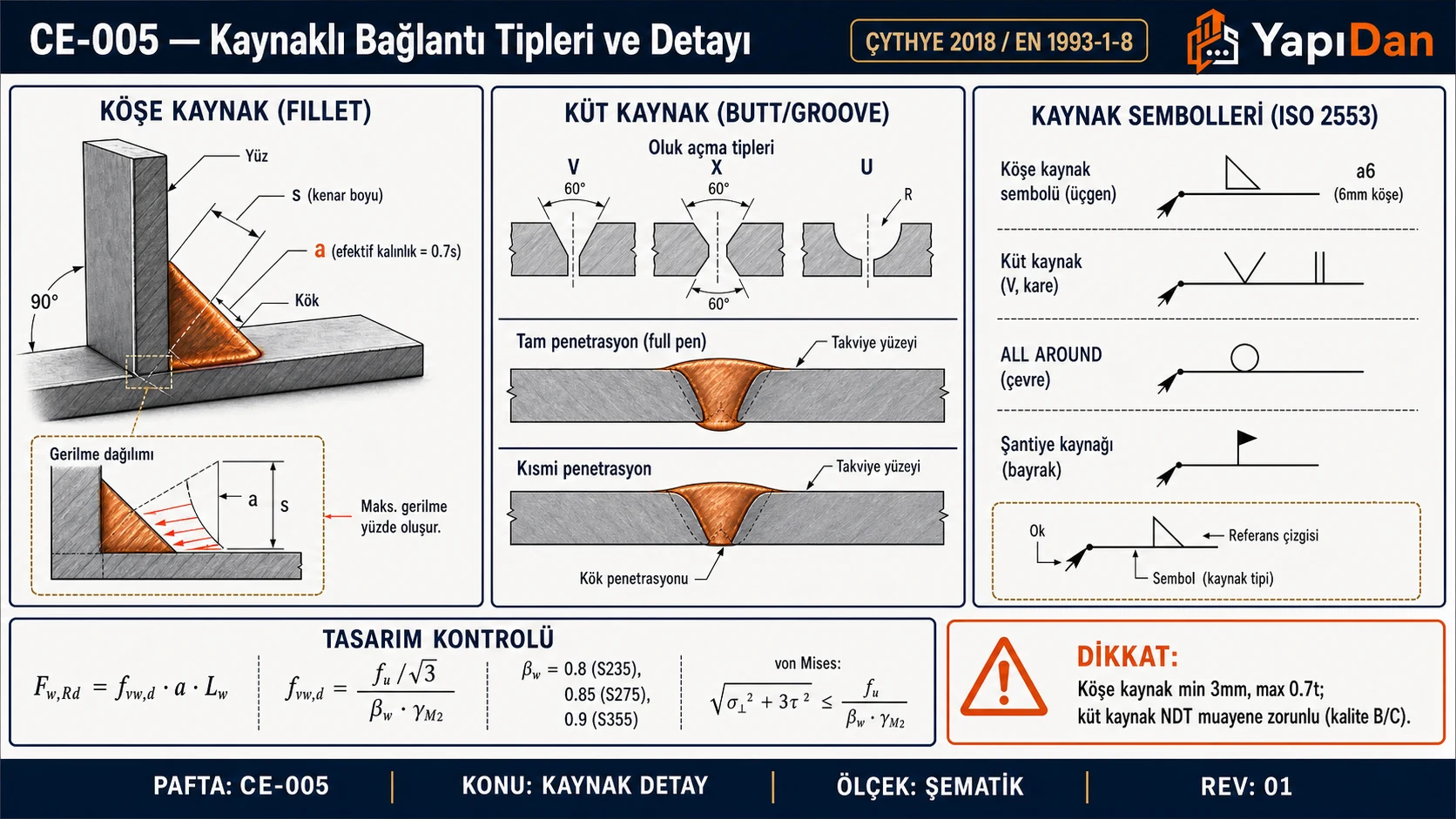
1.2 Köşe Kaynağı (Fillet Weld)
En yaygın kaynak türüdür. İki yüzeyin kesişim bölgesine uygulanır; tam nüfuz gerekmez. Yapısal bağlantılarda kiriş-kolon, levha-kolon ve makas birleşimlerinde yaygın kullanılır.
Dikkat: Köşe kaynağı efektif olmayan geçiş bölgelerinde (başlangıç/bitiş) kopma riski taşır; bu nedenle efektif uzunluk hesabı kritiktir.
Saha Notu: Türkiye'de imalathane kaynaklarında MIG/MAG (GMAW) ve örtülü elektrod ark kaynağı (SMAW) yaygındır. Saha montaj kaynaklarında ise MIG/MAG tercih edilir; ancak rüzgarlı ve soğuk havalarda gaz kalkanı bozulabileceğinden, şantiyede korunaklı alanlarda kaynak yapılması zorunludur (TS EN 1090-2:2018 Madde 7.5.3).
1.3 Küt Kaynak (Butt/Groove Weld)
- Tam nüfuzlu (Full Penetration Butt Weld — FBW): Eleman kalınlığının tamamında birleşim; yorulma kritik ve sismik kritik birleşimlerde tercih edilir.
- Kısmi nüfuzlu (Partial Penetration Butt Weld — PBW): Belirli derinliğe kadar nüfuz; sekonder elemanlarda kabul edilebilir, ancak gerilme konsantrasyonuna dikkat edilmelidir.
1.4 Tapa Kaynağı (Plug/Slot Weld)
Levhalardaki dairesel veya oval deliklere doldurulan kaynak; kayma kuvveti aktarımı için kullanılır. ÇYTHYE-2016 Bölüm 13.2.3 kapsamında düzenlenmektedir.
| Tür | Tam Nüfuz | Kullanım Alanı | Standart Madde |
|---|---|---|---|
| Köşe (Fillet) | Hayır | Birleşim levhası, kiriş-kolon | ÇYTHYE-2016 §13.2.2, EN 1993-1-8 §4.5 |
| Tam Nüfuzlu Küt | Evet | Sismik, yorulma kritik | ÇYTHYE-2016 §13.2.1, EN 1993-1-8 §4.7.1 |
| Kısmi Nüfuzlu Küt | Kısmi | Sekonder eleman eki | ÇYTHYE-2016 §13.2.1, EN 1993-1-8 §4.7.2 |
| Tapa (Plug/Slot) | — | Kayma aktarımı | ÇYTHYE-2016 §13.2.3 |
2. Köşe Kaynağı Geometrisi
2.1 — Efektif Boğaz Kalınlığı (Throat Thickness)
Boğaz kalınlığı, efektif kaynak alanını ve dolayısıyla dayanımı doğrudan belirleyen en kritik geometrik parametredir. 90° köşe birleşimi için:
Burada:
- : Kaynağın bacak uzunluğu (leg size, mm)
- Derin nüfuzlu kaynakta (deep penetration weld) laboratuvar doğrulamasıyla ek tolerans eklenebilir
TS EN 1993-1-8:2009 Madde 4.5.2 / ÇYTHYE-2016 §13.2.2.1 kapsamında sınırları:
(İnce elemanlarda ısıl deformasyon sınırı)
Saha Notu: Türkiye şantiyelerinde kaynak boyutu ölçümü için kaynak mastarı (welding gauge/weld gauge) kullanımı zorunludur. Bacak uzunluğu 'nin projede belirtilmesi, boğaz kalınlığı 'nın doğrudan ölçülmesinden daha yaygındır; fakat TS EN 1090-2:2018 Madde 7.5.18 uyarınca teslimatta kalınlık doğrulanmalıdır.
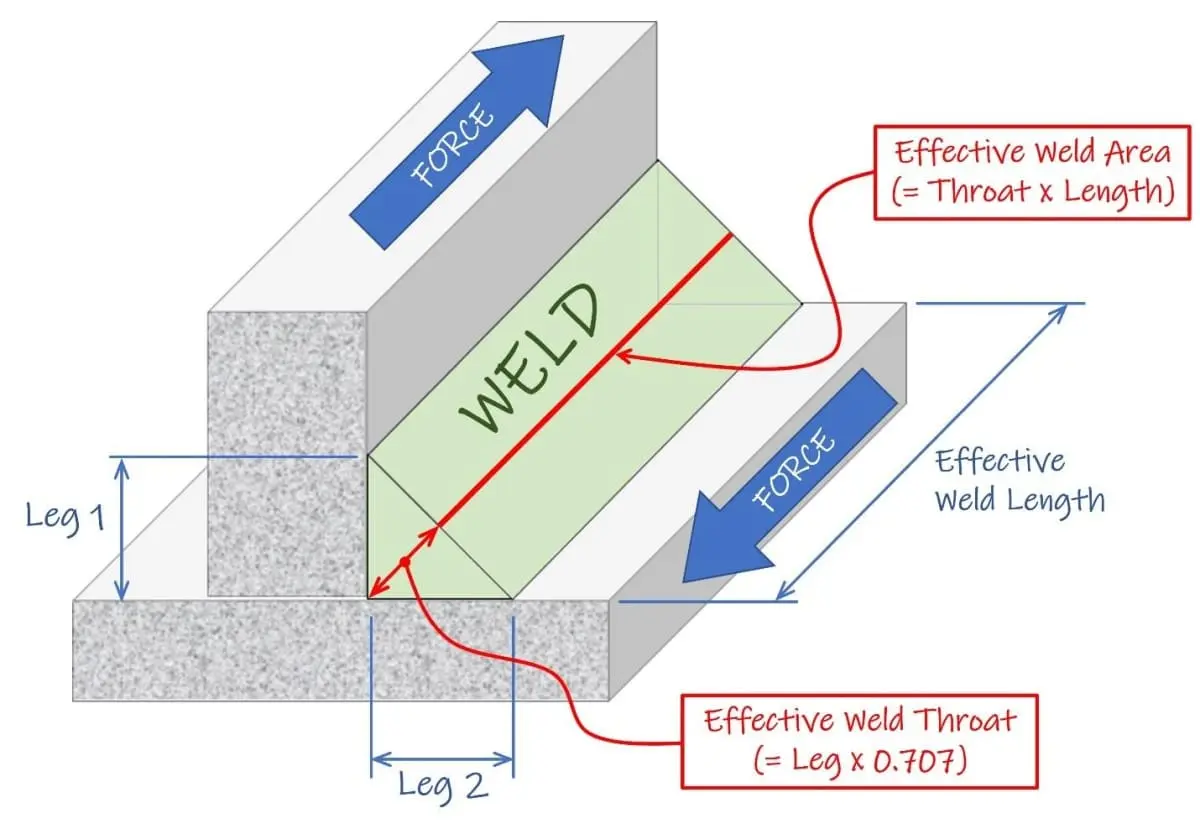
2.2 Efektif Uzunluk ()
Her iki uçtan 1 adet miktarı başlangıç/bitiş kusur payı için düşülür (TS EN 1993-1-8:2009 Madde 4.5.1.2).
Minimum efektif uzunluk:
Dikkat: Uzun kaynaklar () için gerilme dağılımı tekdüze değildir. TS EN 1993-1-8:2009 Madde 4.5.1.2(4) uyarınca uzun kaynak azaltma katsayısı uygulanmalıdır:
3. Köşe Kaynağı Dayanımı — TS EN 1993-1-8:2009 / ÇYTHYE-2016
ÇYTHYE-2016 Bölüm 13.2.4, köşe kaynak dayanımı için TS EN 1993-1-8:2009 Madde 4.5.3 kapsamındaki iki yöntemi referans almaktadır.
3.1 Yönsel Yöntem (Directional Method) — Madde 4.5.3.2
Kaynak boğazı düzlemindeki gerilme bileşenleri:
- : Boğaz düzlemine dik normal gerilme
- : Boğaz düzlemine dik kayma gerilmesi
- : Kaynak eksenine paralel kayma gerilmesi
Koşul 1 (Denklem 4.1a):
Koşul 2 (Denklem 4.1b):
Not: (kaynak eksenine paralel normal gerilme) kaynak dayanımı kontrolünde hesaba katılmaz.
Korelasyon Katsayısı (TS EN 1993-1-8:2009 Tablo 4.1 / ÇYTHYE-2016 Tablo 13.1):
| Çelik Sınıfı | (N/mm²) | ||
|---|---|---|---|
| S235 | 360 | 0,80 | 1,25 |
| S275 | 430 | 0,85 | 1,25 |
| S355 | 510 | 0,90 | 1,25 |
| S420 | 520 | 1,00 | 1,25 |
| S460 | 550 | 1,00 | 1,25 |
(TS EN 1993-1-8:2009 / ÇYTHYE-2016 §13.1)
Saha Notu: Türkiye'de inşaat çeliği olarak en yaygın kullanılan sınıflar S235 ve S355'tir. S355, sektörde "St52" olarak da anılmaktadır. S460 sınıfı yüksek katlı binalarda ve köprülerde kullanım alanı bulmaktadır.
3.2 Basitleştirilmiş Yöntem (Simplified Method) — Madde 4.5.3.3
Birim uzunluk başına kaynak dayanımı: [kN/mm]
Dikkat: Basitleştirilmiş yöntem, yönsel yönteme kıyasla her zaman konservatif sonuç vermez; dik yüklü kaynaklar için yönsel yöntem daha elverişli sonuç üretebilir (TS EN 1993-1-8:2009 §4.5.3.2, Not).
4. Köşe Kaynağı Dayanımı — AISC 360-16
4.1 Kaynağın Nominal Dayanımı (Madde J2.4)
- : Kaynak elektrodu nominal çekme dayanımı (E70XX için = 480 MPa)
- : Kuvvetin kaynak eksenine dik açısı (0° = boyuna, 90° = enine)
- : Efektif kaynak alanı =
LRFD: | ASD:
| Açı | (MPa) | Açıklama |
|---|---|---|
| 0° (boyuna) | 288 | Paralel kayma |
| 45° | 378 | Çapraz |
| 90° (enine) | 432 | Dik yük — %50 artış |
Saha Notu: Türkiye'de AISC LRFD yaklaşımı, ÇYTHYE-2016'dan önce yaygın kullanılıyordu. Günümüzde resmi onaylı tasarım standardı ÇYTHYE-2016'dır; ancak özel endüstriyel projelerde AISC referans alınmaya devam edebilir. Her iki yöntemi aynı projede birlikte kullanmaktan kaçınılmalıdır.
5. Küt Kaynak Dayanımı
5.1 Tam Nüfuzlu Küt Kaynak (TS EN 1993-1-8:2009 Madde 4.7.1 / ÇYTHYE-2016 §13.2.1.1)
Tam nüfuzlu küt kaynak dayanımı, birleştirilen elemanın kesit dayanımına eşit alınır — ayrıca kaynak hesabı yapılmaz.
Dikkat: Tam nüfuzlu küt kaynak, geri paso (back gouging) veya çift taraflı kaynak gerektirir; imalat ve muayene maliyeti köşe kaynağından yüksektir. Sismik kritik birleşimlerde (ör. TBDY 2018 Bölüm 9 moment aktaran çerçeve kolon–kiriş birleşimi) tam nüfuz zorunludur.
5.2 Kısmi Nüfuzlu Küt Kaynak (TS EN 1993-1-8:2009 Madde 4.7.2 / ÇYTHYE-2016 §13.2.1.2)
- : Tasarım boğazı kalınlığı = nüfuz derinliği − 2 mm (üretim toleransı)
| Kaynak Tipi | Tasarım Boğazı | Kontrol Yöntemi |
|---|---|---|
| FBW — Tam nüfuz | Ana eleman kalınlığı | Ayrıca kaynak kontrolü yok |
| PBW — Kısmi nüfuz (her iki yanda) | Nüfuz − 2 mm | NDT ile doğrulanır |
| PBW — Tek yanda | Nüfuz − 2 mm | UT veya RT |
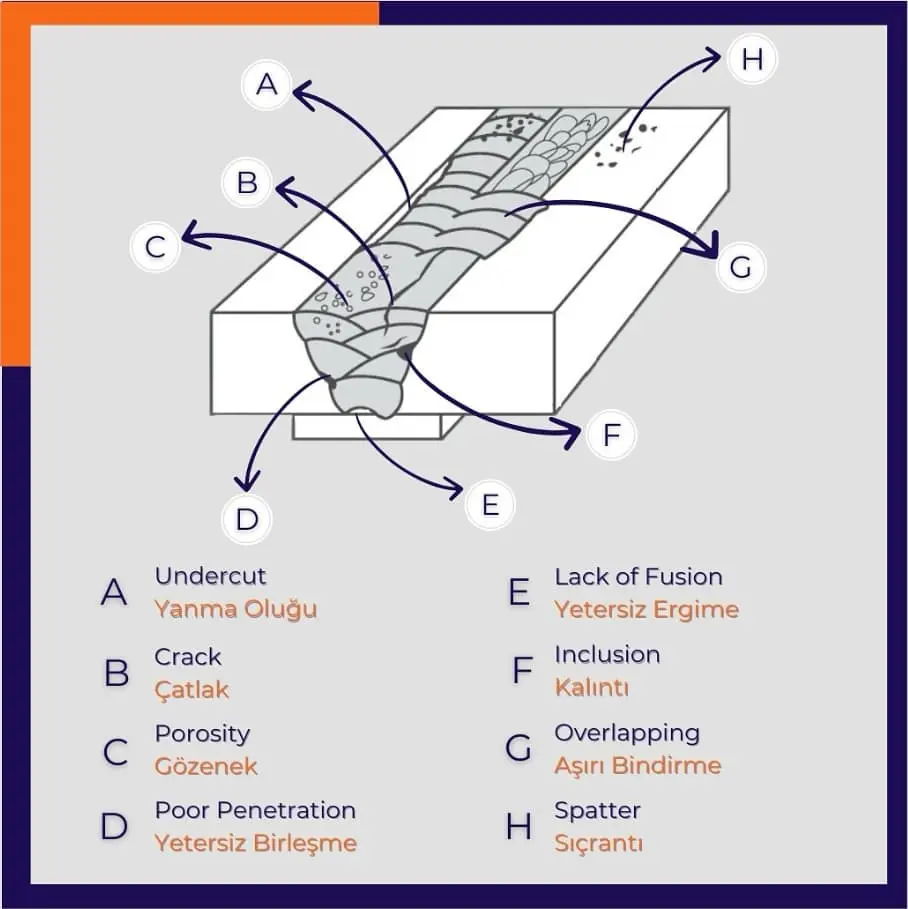
6. Kaynak Kalitesi ve NDT
6.1 Kaynak Kalite Seviyeleri (TS EN ISO 5817:2010)
TS EN ISO 5817:2010 (Türk Standardı: TS EN ISO 5817), füzyon kaynaklı bağlantılardaki süreksizliklerin kabul kriterlerini üç kalite seviyesiyle tanımlar. Standart; çelik, nikel, titanyum ve bunların alaşımlarına uygulanır.
| Kalite Seviyesi | Açıklama | Uygulama Koşulları |
|---|---|---|
| B (Yüksek) | Maksimum kalite gereksinimi | Yorulma kritik, sismik kritik, dinamik yük |
| C (Orta) | Normal yapısal bağlantılar | Statik ve dinamik yük kombinasyonu |
| D (Düşük) | Minimum görünüş standardı | Statik yük altındaki ikincil elemanlar |
TS EN 1090-2:2018 kapsamında, uygulama sınıfı EXC3 ve EXC4 gerektiren bağlantılarda kalite seviyesi B zorunludur.
Saha Notu: Türkiye'de yapı denetimi kapsamındaki çelik yapılarda kaynak kalite seviyesi belgelenmeli ve denetçi onayı alınmalıdır (4708 sayılı Yapı Denetimi Hakkında Kanun).
6.2 Tahribatsız Muayene (NDT) Yöntemleri
TS EN ISO 17637 (Gözle Muayene), TS EN ISO 17640 (Ultrasonik), EN 12062 kapsamında:
| Yöntem | Kısaltma | Standart | Tespit Ettiği Kusur | EXC Seviyesi |
|---|---|---|---|---|
| Gözle Muayene | VT | TS EN ISO 17637 | Yüzey kusurları, geometri | EXC1–4 |
| Ultrasonik | UT | TS EN ISO 17640 | İç boşluk, laminasyon, füzyon eksikliği | EXC2–4 |
| Radyografik | RT | TS EN ISO 17636-1 | İç boşluk, porozite, cüruf | EXC3–4 |
| Manyetik Toz | MT | TS EN ISO 17638 | Yüzey çatlakları (ferromanyetik) | EXC2–4 |
| Sıvı Penetrant | PT | TS EN ISO 23277 | Yüzey açık çatlakları | EXC2–3 |

Dikkat: Türkiye'de NDT personelinin TS EN ISO 9712 kapsamında sertifikalı olması zorunludur. Sertifikasız personelin yürüttüğü muayene sonuçları yapı denetimi kapsamında geçersiz sayılabilir.
7. Kaynaklanabilirlik ve Ön Isıtma
7.1 Karbon Eşdeğeri (Carbon Equivalent — CE)
Kaynaklanabilirlik değerlendirmesinde IIW formülü kullanılır (TS EN 10025-2 kapsamı):
| CE Değeri | Kaynaklanabilirlik | Ön Isıtma |
|---|---|---|
| ≤ 0,35 | Mükemmel | Gerekmez |
| 0,36–0,40 | Çok iyi | Genellikle gerekmez |
| 0,41–0,45 | İyi | Olası |
| 0,46–0,50 | Ortalama | Gerekli (≥ 75°C) |
| > 0,50 | Zor | Zorunlu (≥ 150°C) |
7.2 Ön Isıtma Gereksinimleri (TS EN 1011-2)
Ön ısıtma sıcaklığı; çelik sınıfı, plaka kalınlığı, ısı girdisi ve hidrojen içeriğine göre belirlenir. Türkiye'de:
- S235, S275: Levha kalınlığı ≤ 25 mm — ön ısıtma genellikle gerekmez
- S355, t > 25 mm: 50–100°C ön ısıtma önerilir
- S460 ve üzeri: Kaynak prosedürü belgesi (WPS/WPQR) zorunludur, ön ısıtma ≥ 75–150°C
Saha Notu: Kış koşullarında (ortam sıcaklığı < 5°C) tüm çelik sınıfları için ön ısıtma zorunlu hale gelir. Türkiye'nin İç Anadolu, Doğu Anadolu ve Karadeniz bölgelerinde kış aylarında bu koşul sıkça karşılaşılan bir durumdur. Ön ısıtma kontrolü için temas (contact) termometre veya termal boya kullanılır.
8. Kaynak Sembol Gösterimi (TS EN ISO 2553)
Çelik yapı çizimlerinde kaynak sembolleri TS EN ISO 2553 standardına göre gösterilir. Çizim okunabilirliği ve imalat doğruluğu açısından standart sembollerin doğru kullanımı kritiktir.
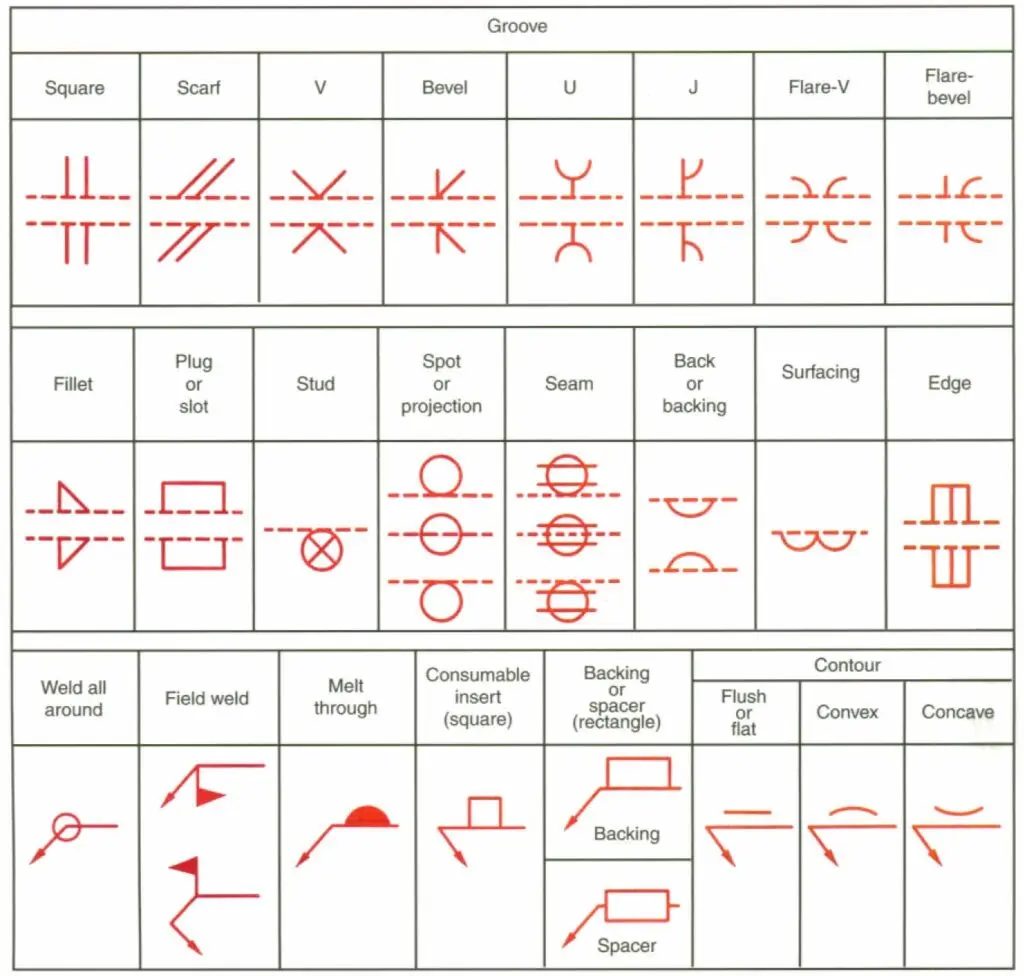
| Unsur | Açıklama | Önek konumu |
|---|---|---|
| Referans çizgisi | Yatay çizgi | — |
| Ok (Arrow) | Bağlantı yerine işaret eder | Ok tarafı = referans çizgisi altı |
| Sembol | Kaynak türünü gösterir (üçgen = köşe) | Referans çizgisi yanı |
| a veya s değeri | Boğaz veya bacak ölçüsü (mm) | Solda |
| veya uzunluk | Kaynak uzunluğu ve sayısı | Sağda |
9. Kaynak Boyutu Seçim Kuralları
| Levha Kalınlığı (mm) | Min (mm) | Max (mm) | Min bacak (mm) |
|---|---|---|---|
| 3 | 4,2 | ||
| 4 | 5,7 | ||
| 5 | 7,1 | ||
| 6 | 8,5 |
Saha Notu: Türkiye pratiğinde "a8" veya "s12" şeklindeki tasarım notasyonu yaygındır. Kaynak mastarları ile saha ölçümünde (bacak) daha kolay ölçülebildiğinden, proje çizimlerinde değerinin belirtilmesi önerilir.

10. Deprem (Sismik) Tasarımda Kaynaklı Bağlantılar
TBDY 2018 Bölüm 9 kapsamında, süneklik düzeyi yüksek (SDY) çelik sistemlerde kaynaklı bağlantılara özel gereksinimler öngörülmektedir.
| Sistem | Kritik Bileşen | Kaynak Gereksinimi | TBDY 2018 Maddesi |
|---|---|---|---|
| SDY Moment Aktaran Çerçeve | Kiriş–Kolon Birleşimi | Tam nüfuzlu küt kaynak (FBW) | 9.2.4.2 |
| SDY Merkezi Çaprazlı Çerçeve | Çapraz Uç | FBW veya tam çevreli köşe kaynağı | 9.3 |
| SDY Dışmerkezi Çaprazlı Çerçeve | Bağ Kirişi Ucu | FBW, kalite seviyesi B | 9.4.8 |
| Süneklik Düzeyi Sınırlı (SDS) | Tüm Birleşimler | Köşe kaynak kabul edilebilir | 9.7 |
Dikkat: TBDY 2018 Madde 9.2.4.2 uyarınca, moment aktaran çerçevelerin kiriş–kolon birleşimlerindeki alın levhası veya kanat levhası kaynakları tam nüfuzlu küt kaynak olarak tasarlanmalıdır. Bu bölgelerde kısmi nüfuzlu küt kaynak veya köşe kaynağı kullanımı yasaktır.
Saha Notu: Türkiye, Deprem Tehlikesi Haritası'na göre yüksek deprem tehlikeli bölgeler içermektedir (İstanbul, İzmir, Kayseri, Erzincan vb.). Bu illerdeki çelik yapılarda TBDY 2018 Bölüm 9 gereksinimleri birinci önceliktir ve kaynak kalite kontrolü buna göre yapılandırılmalıdır.
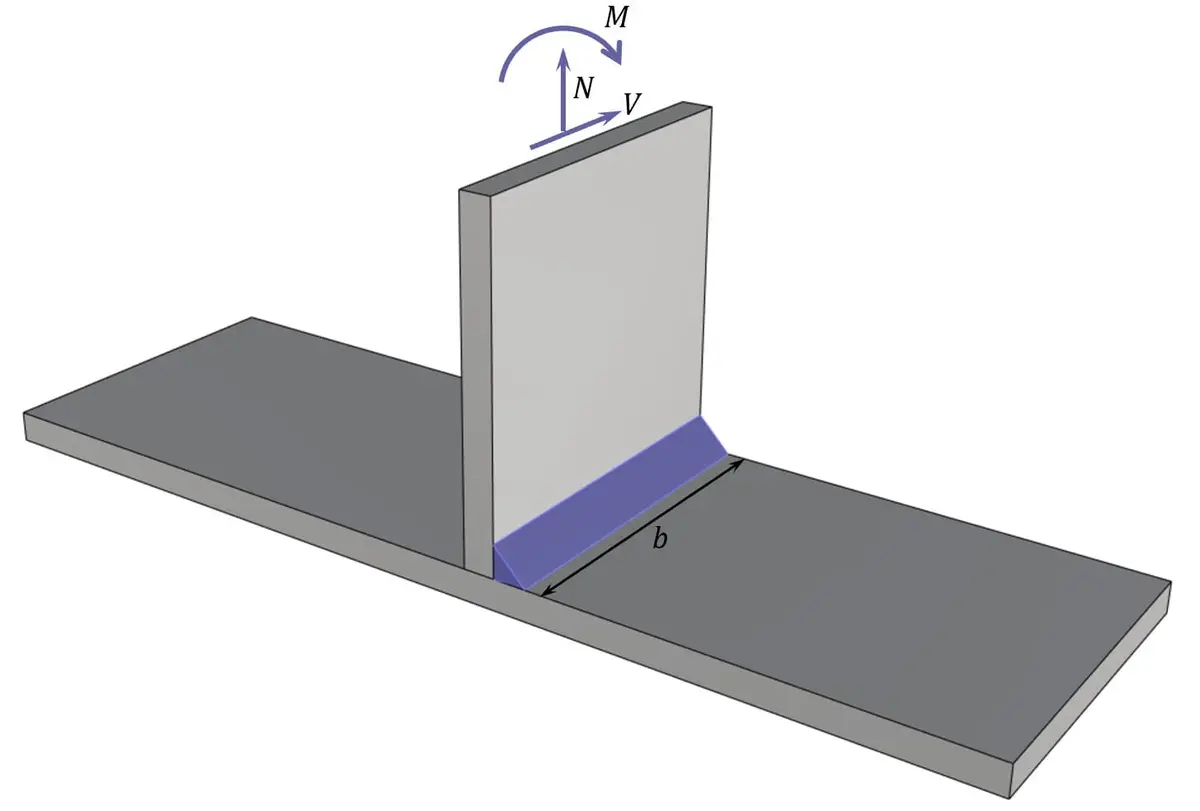
11. Kaynak Grubu Hesabı (Birden Fazla Kaynak Dikişi)
Birden fazla kaynak dikişinden oluşan gruplarda (kiriş–kolon alnı gibi), kuvvetler kaynak grubu ağırlık merkezinden kaynaklanan moment ve kesme ile hesaplanır.
Kaynak grubu birim kutupsal atalet momenti ():
Burada : kaynak grubu ağırlık merkezine uzaklık.
Eksenel kuvvetten birim gerilme:
Momentten birim gerilme:
Dikkat: Kaynak grubu hesabında vektörel bileşenlerin yönleri dikkate alınarak bileşke hesaplanmalı ve TS EN 1993-1-8:2009 koşulları kontrol edilmelidir.
12. Tasarım Örneği — Köşe Kaynağı
Problem: Bir levhanın köşe kaynağıyla bir kolona birleştirilmesi. Kaynak gerilmelerini hesapla ve tasarım dayanımını kontrol et.
Veriler:
- Çelik: S355, N/mm²,
- Kaynak boğaz kalınlığı: mm
- Efektif uzunluk: mm
- Uygulanan kuvvet: kN (dik yük)
Adım 1 — Birim kaynak kuvveti:
Adım 2 — Boğaz düzlemindeki gerilmeler (dik yük için ):
Adım 3 — Etkin gerilme:
Adım 4 — Dayanım sınırları:
Kontrol:
Sonuç: mm köşe kaynağı yeterlidir (%58,5 kullanım).
13. Örnek Problemler
Problem 1 — Kolay
Veriler:
- Çelik: S275, N/mm²,
- İki levha bindirilmiş kaynaklı birleşim, uygulanan kayma kuvveti: kN
- Kaynak boğaz kalınlığı: mm
İstenen: Gerekli minimum efektif kaynak uzunluğu
Çözüm:
Adım 1 — Birim uzunluk kaynak dayanımı:
Adım 2 — Gerekli uzunluk:
Adım 3 — Minimum uzunluk kontrolü (TS EN 1993-1-8:2009 §4.5.1.2):
Sonuç: (≥ 85,6 mm, ≥ 36 mm) — Yeterli
Kontrol: Seçilen mm için kapasite = kN > 120 kN
Problem 2 — Orta
Veriler:
- Çelik: S235, N/mm²,
- Yatay plaka üzerindeki köşe kaynağı; hem kesme kN hem de moment kNm aktarımı
- Kaynak iki taraflı, boğaz kalınlığı mm, kaynak boyu mm (her taraf)
İstenen: Yönsel yöntemle dayanım kontrolü
Çözüm:
Adım 1 — Kaynak grubu toplam efektif alanı (çift taraflı):
Adım 2 — Kayma gerilmesi ():
Adım 3 — Normal gerilme (momenten, üst lif):
Kaynak grubunun atalet momenti (çift taraf, boğaz kesiti):
Adım 4 — Etkin gerilme:
Adım 5 — Dayanım kontrolü:
Sonuç: mm, mm çift taraflı kaynak yeterlidir.
Problem 3 — Zor
Veriler:
- S355 çeliği, N/mm², ,
- Bir IPE360 kirişi, mm köşe kaynağıyla kolon flanşına birleştirilmiştir
- Bağlantıya etkiyen kuvvetler: kN (kesme), kN (çekme), kNm
- Üst ve alt başlık kaynakları mm (flanş genişliği); gövde kaynakları mm (toplam iki taraf, IPE360 gövde yüksekliği ≈ 340 mm)
İstenen: Başlık ve gövde kaynaklarını ÇYTHYE-2016/TS EN 1993-1-8:2009 Yönsel Yöntemle kontrol et
Çözüm:
Adım 1 — Moment dağılımı (plastik dağılım varsayımı: moment flanşlar tarafından, kesme+eksenel gövde tarafından taşınır):
Flanşlarda moment kuvveti:
( = IPE360 başlık merkezleri arası mesafe ≈ 347,3 mm)
Adım 2 — Gövde kaynaklarına eksenel kuvvet ve kesme dağılımı:
Adım 3 — Flanş kaynak gerilmesi (dik yük, ):
Efektif uzunluk: mm
Adım 4 — Gövde kaynak gerilmesi:
Sonuç: mm flanş ve gövde kaynakları tüm koşullar için yeterlidir.
Kullanım oranları: Flanş: %40,1 | Gövde: %18,7
Kontrol:
14. Sık Yapılan Hatalar
| Hata | Sonuç | Çözüm / Referans |
|---|---|---|
| Boğaz kalınlığı yerine bacak ile kontrol | Yanlış dayanım hesabı | TS EN 1993-1-8:2009 §4.5.2'de esas alınır |
| Efektif uzunluk yerine toplam uzunluk kullanımı | Kapasite aşımı | uygulanmalı |
| Tam nüfuzlu bağlantıda geri paso (back gouging) yapılmaması | Kısmi nüfuz, dayanım kaybı | TS EN 1090-2:2018 Madde 7.5.4 |
| Uzun kaynakta azaltma katsayısı ihmal | Güvensiz tasarım | TS EN 1993-1-8:2009 §4.5.1.2(4) |
| Tek taraflı alın kaynakta yeterli kök desteği olmaması | Kök çatlağı | WPS ile kök paso doğrulanmalı |
| NDT muayenesinin yanlış kalite seviyesi (B/C/D) seçimi | Yetersiz kalite güvencesi | TS EN ISO 5817, TS EN 1090-2 |
| Sismik bölgede köşe kaynağı kullanımı (FBW gereken yerde) | Kırılgan kopma riski | TBDY 2018 §9.2.4.2 |
| Ön ısıtma yapılmadan yüksek CE çeliği kaynağı | Soğuk çatlak (hidrojen çatlağı) | TS EN 1011-2 |
15. Yönetmelik Referansları
| Yönetmelik / Standart | Madde | Konu |
|---|---|---|
| ÇYTHYE-2016 (RG: 04.02.2016 - 29614) | Bölüm 13.2 | Kaynaklı birleşimler |
| ÇYTHYE-2016 | §13.2.2.1–2 | Köşe kaynak sınırları |
| ÇYTHYE-2016 | Tablo 13.1 | katsayıları |
| TS EN 1993-1-8:2009 | §4.5.2 | Boğaz kalınlığı sınırları |
| TS EN 1993-1-8:2009 | §4.5.3 | Köşe kaynak dayanımı |
| TS EN 1993-1-8:2009 | §4.7 | Küt kaynak |
| TS EN 1993-1-8:2009 | Tablo 4.1 | katsayıları |
| AISC 360-16 | J2 | Kaynaklı bağlantılar |
| TBDY 2018 | §9.2.4.2 | Sismik moment birleşimi |
| TBDY 2018 | §9.3, §9.4 | Çaprazlı çerçeve kaynak |
| TS EN ISO 5817:2010 | — | Kaynak kalite seviyeleri |
| TS EN 1090-2:2018 | §7.5 | Kaynak yürütme gereksinimleri |
| TS EN 1011-2 | — | Ön ısıtma hesabı |
| TS EN ISO 2553:2014 | — | Kaynak sembol gösterimi |
| TS EN ISO 17637 | — | Gözle muayene (VT) |
| TS EN ISO 17640 | — | Ultrasonik muayene (UT) |
Kaynakça
- İlgili Türk Standartları (TS) ve Avrupa Normları (EN)
- TBDY 2018 — Türkiye Bina Deprem Yönetmeliği
- İlgili ders kitapları ve teknik kaynaklar
Not: Bu makale eğitim amaçlıdır. Projelerde güncel yönetmelik ve standartlara başvurunuz.
İlgili Hesaplama Araçları
Bu konuyla ilgili ücretsiz mühendislik hesaplama araçlarımızla ön tasarım ve kontrol yapabilirsiniz:
- Çelik Kolon Burkulma Hesaplama
- Çelik Kiriş Sehim Hesaplama
- Çelik Profil Ağırlığı Hesaplama
- Kaynak Boyu Hesaplama
Önemli Mühendislik Uyarısı: Bu içerik yalnızca bilgilendirme amaçlıdır; nihai tasarım, hesap ve uygulama kararları, güncel yönetmelikler ile proje koşulları çerçevesinde yetkili bir inşaat mühendisinin denetiminde alınmalıdır. Sayısal örnekler ve formüller genel mühendislik pratiğini yansıtır; her projenin kendine özgü zemin, yük ve çevre koşulları proje müellifince ayrıca değerlendirilmelidir.
Çelik Bağlantılar: Kaynaklı Bağlantı Hesabı — Sıkça Sorulan Sorular
Köşe kaynağında efektif boğaz kalınlığı nasıl hesaplanır?
Köşe kaynağı dayanımında korelasyon katsayısı βw nedir?
Yönsel yöntem ile basitleştirilmiş yöntem arasındaki fark nedir?
Tam nüfuzlu küt kaynak için ayrıca dayanım hesabı gerekir mi?
Kaynaklar, sürüm ve alıntılamaAkademik ve mesleki kullanım için atıf ayrıntılarını açın.
bilgiportali (2026). Çelik Bağlantılar: Kaynaklı Bağlantı Hesabı. Yapıdan — İnşaat Mühendisliği Bilgi Portalı. https://yapidan.com/kategoriler/ce/celik-kaynakli-baglanti-hesabi