Çelik Yapı İmalat ve Montaj Paftası Hazırlama
Çelik Yapı İmalat ve Montaj Paftası Hazırlama için temel kavramları, uygulama adımları ve kritik mühendislik kontrollerini özetleyen pratik rehber.
Yapıdan Editör Kurulu · Editoryal kaynak kontrolündeEditoryal kaynak kontrolü kaydı varAyrıntılar
- Hazırlayan
- Yapıdan Editör Kurulu
- Teknik/Editoryal kontrol
- Teknik doğrulama bekliyor
- Son kontrol tarihi
- Teknik doğrulama bekliyor
- İçerik sürümü
- 3.0
- Kaynak durumu
- Editoryal kaynak kontrolü kaydı var
Sorumluluk/kapsam: Bu içerik genel bilgilendirme ve editoryal kaynak kontrolü amacıyla hazırlanır; proje, saha veya uygulama kararı için yetkili mühendis/kurum değerlendirmesinin yerine geçmez.
Özet
Çelik yapı imalat ve montaj paftaları (shop drawings / fabrication drawings); çelik yapı elemanlarının atölyede imal edilmesi ve sahada monte edilmesi için gerekli tüm geometrik ve teknik bilgileri içeren teknik çizimlerdir. Türkiye'de TS EN 1090-2:2018 bu paftaların hazırlanmasında esas alınan birincil standarttır. Deprem bölgelerindeki yapılarda ise TBDY 2018 Bölüm 9 ve ÇYTHYE 2018 ek gereksinimler tanımlar; özellikle ön yüklemeli bulon zorunluluğu ve kaynak kalitesi bu yönetmelik çerçevesinde belirlenir.
Dikkat: Bu makale, eski TS 648 (1980) standardını değil, güncel ÇYTHYE 2018 ve TS EN 1090-2 referanslarını esas almaktadır.
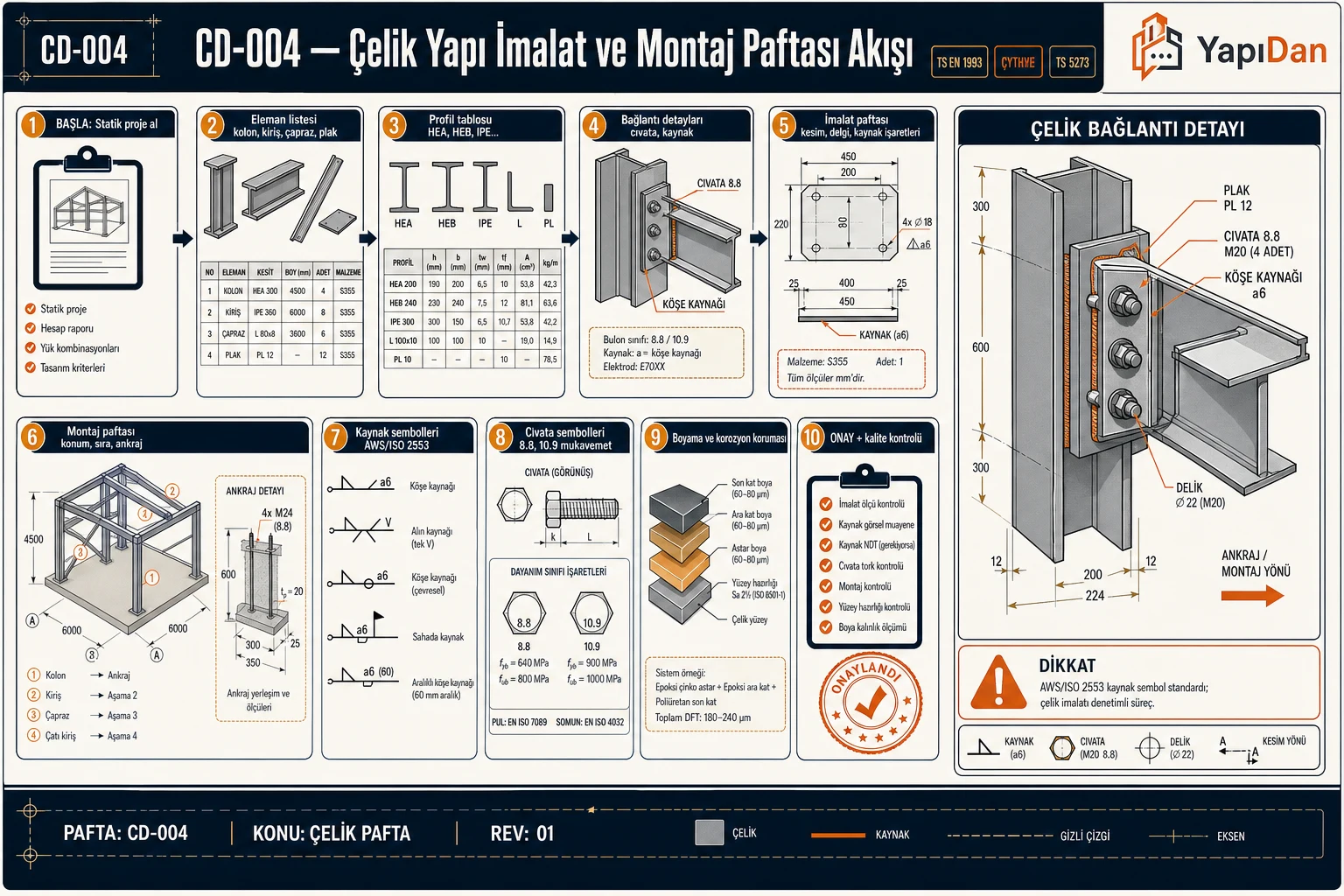
Statik projeden eleman listesi/profil tablosuna, imalat ve montaj paftası hazırlama ve kaynak/cıvata sembollerine kadar tüm akış.
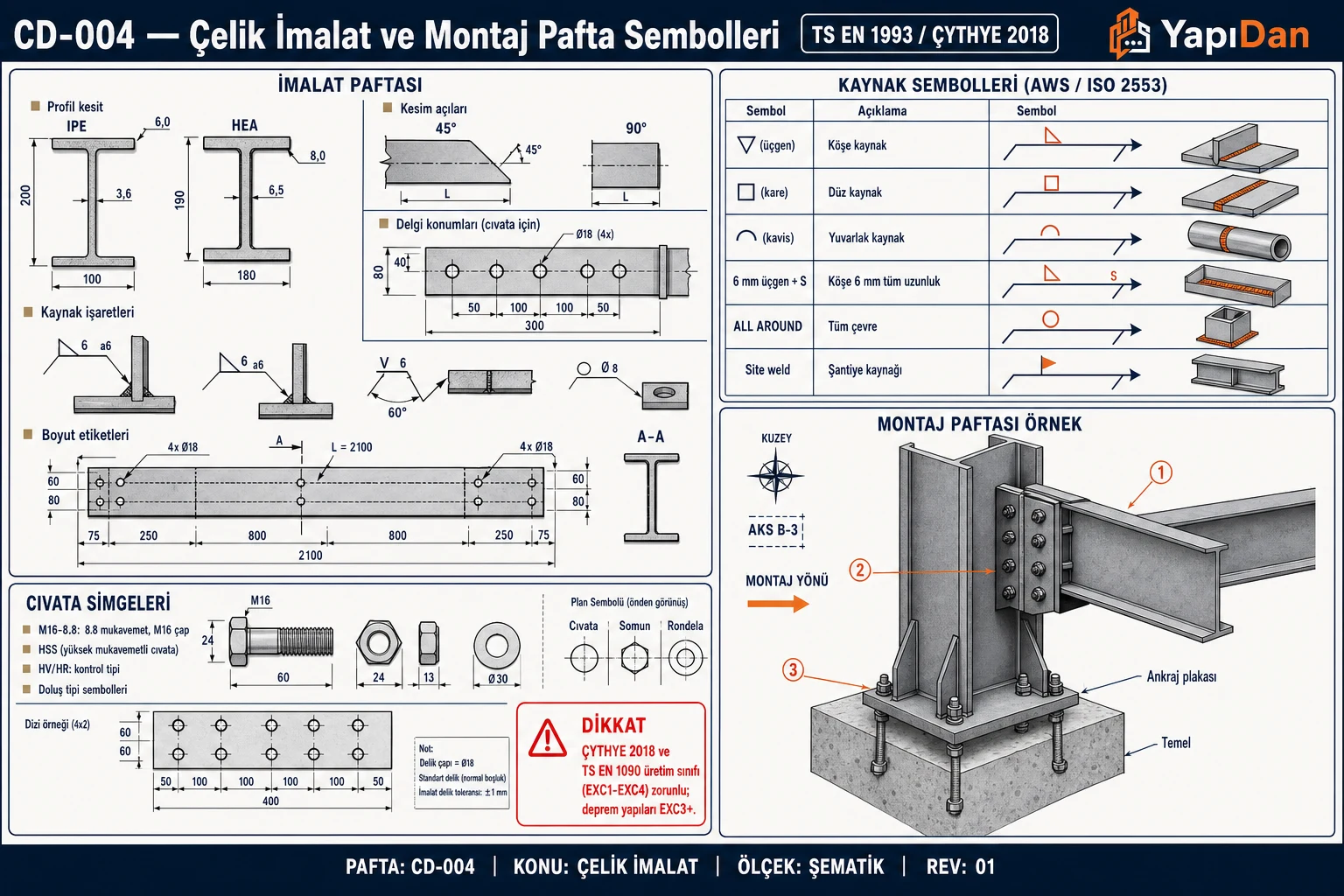
İmalat paftası, kaynak sembolleri (AWS/ISO 2553), cıvata simgeleri ve montaj paftası örnekleri.
Genel: Uygulama Sınıfları
Pafta hazırlığına başlamadan önce yapının hangi uygulama sınıfına (Execution Class — EXC) girdiğinin belirlenmesi gerekir. Bu sınıf; NDT oranlarını, kaynak kalite gereksinimlerini ve belgelendirme yükümlülüklerini doğrudan etkiler.
| Sınıf | Kapsam / Tipik Yapı Türü | NDT Oranı (Alın kaynağı — çekme) |
|---|---|---|
| EXC1 | S275'e kadar çelik, 2 kata kadar bina, tarım yapıları | Zorunlu değil |
| EXC2 | S700'e kadar çelik, 2–15 katlı binalar | %10 |
| EXC3 | 15 kattan fazla bina, stadyum, köprü, vinç yolu | %20 |
| EXC4 | Nükleer tesis, yoğun nüfuslu alan üstündeki köprüler | %100 |
Saha Notu: Türkiye'deki çoğu çok katlı sanayi yapısı ve ticari bina EXC2 kapsamına girer. Şartname bu sınıfı açıkça belirtmezse EXC2 uygulanır (TS EN 1090-2 Madde 4.1.2 notu).
Pafta hazırlama süreci genel hatlarıyla şu akışı izler:
1. Pafta İçeriği
1.1 Genel Montaj Planı
Genel montaj planı (General Arrangement Drawing), yapının tüm iskeletini tek bir bakışta ortaya koyan ana çizimdir. İçermesi gerekenler:
- Tüm aks ve grid çizgileri
- Kolon, kiriş ve çapraz elemanların konumları
- Referans eksenleri ve kota noktaları
- Poz/eleman numaralandırma sistemi
TS EN 1090-2:2018 Madde 4.2 kapsamında genel montaj planında yapı sınırları, aks kotaları, temel ankraj lokasyonları ve genel toleranslar mutlaka belirtilmelidir.
Saha Notu: Türkiye'de yapı aksları genellikle 1/50 veya 1/100 ölçekli genel montaj planında çizilir; kat planları 1/100, bağlantı detayları 1/10 veya 1/5 ölçekte sunulur.
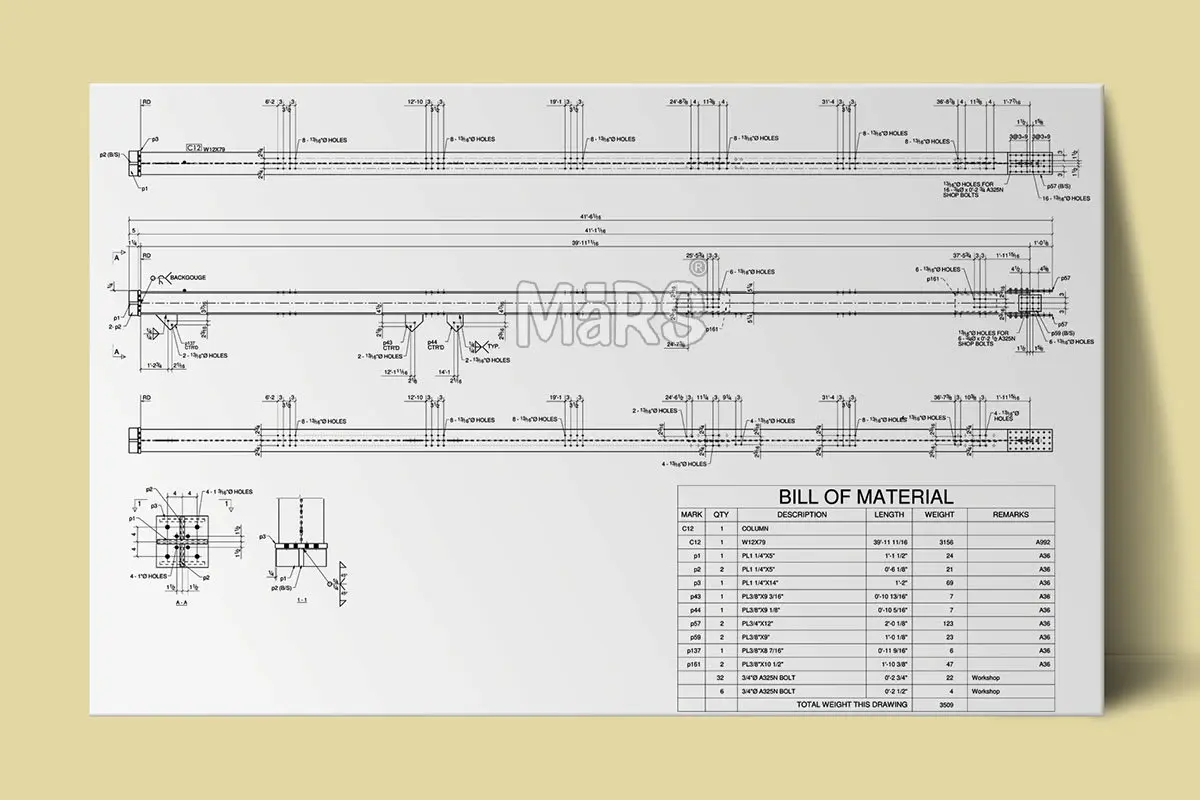
Aks grid'i, boyutlar ve eleman listesi (BOM) içeren örnek pafta; kolon profil kesiti ve bağlantı detayları da yer almaktadır.
1.2 Eleman İmalat Detayları
Her eleman için ayrı bir detay sayfası hazırlanır. Bu sayfada şunlar yer almalıdır:
- Profil cinsi ve kesit boyutları (IPE, HEA, HEB, UPN, sac vb.)
- Toplam uzunluk ve imal edilmiş uzunluk
- Deliklerin yeri, çapı ve aralığı (TS EN 1090-2 Madde 6.7)
- Kaynak detayları: boy, kalınlık, tip — ISO 2553:2019 sembolik gösterimi
- Yüzey işlemi (primer, galvaniz vb.)
Türkiye'de en yaygın yapı çeliği sınıfları TS EN 10025-2 kapsamında aşağıda verilmiştir:
| Çelik Sınıfı | Akma Dayanımı (t ≤ 16 mm) | Çekme Dayanımı | Kullanım Alanı |
|---|---|---|---|
| S235 | 235 N/mm² | 360–510 N/mm² | Hafif yapılar, ikincil elemanlar |
| S275 | 275 N/mm² | 430–580 N/mm² | Genel yapılar, çatı sistemleri |
| S355 | 355 N/mm² | 490–630 N/mm² | Taşıyıcı sistemler, deprem bölgeleri |
| S460 | 460 N/mm² | 540–720 N/mm² | Yüksek dayanımlı özel uygulamalar |
Dikkat: TBDY 2018 Madde 9.2.1 uyarınca doğrusal olmayan davranış beklenen elemanlarda kullanılacak çeliğin karakteristik akma dayanımı olmalıdır.
1.3 Bağlantı Detayları
Bağlantı detayları paftanın en kritik bölümüdür. Asgari olarak içermesi gerekenler:
- Kolon tabanı plakası (base plate): boyut, kalınlık, ankraj delik konumları
- Kiriş–kolon bağlantısı: alın plakası, köşe sacı, başlık sacı
- Bağlantı bulonu: çap, sınıf, adet, düzenleme
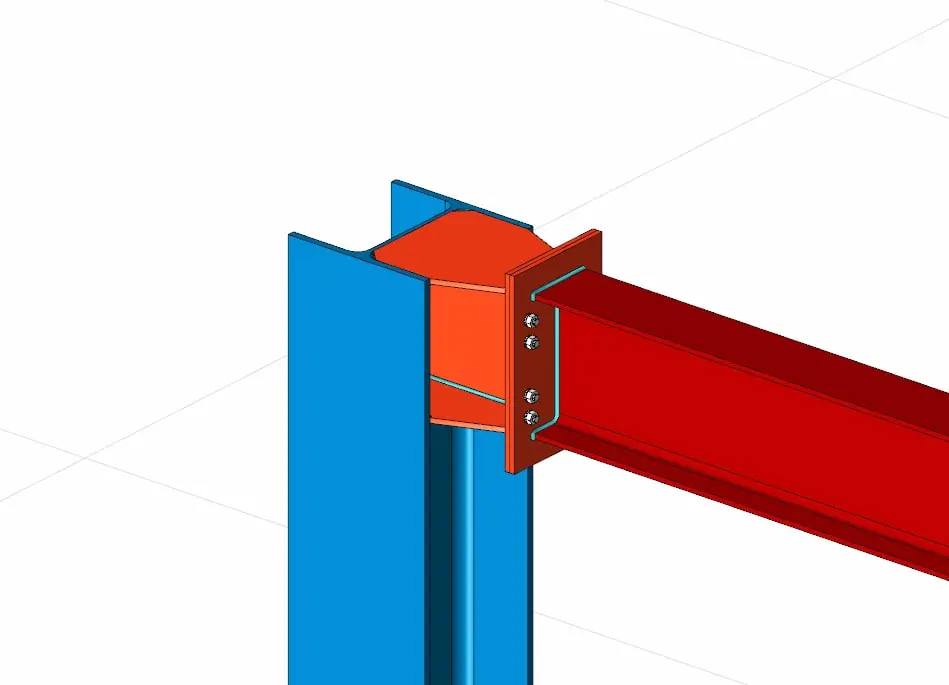
Alın plakası ile bağlanan kiriş–kolon birleşimi; bulon grubu, takviye sacı ve kaynak bölgesi seçilebilir biçimde görülmektedir.
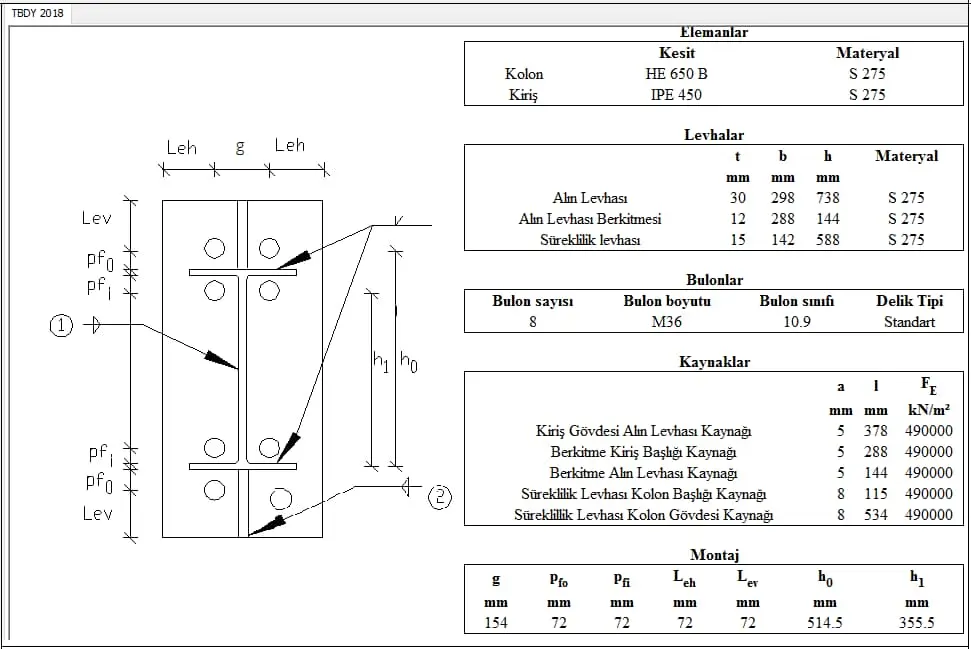
HE 650B kolon–IPE 450 kiriş bağlantısında bulon boyutu, kaynak boyları ve montaj parametreleri tablolar halinde gösterilmiştir.
Saha Notu: Türkiye'de moment aktaran birleşimlerde 8.8 veya 10.9 sınıfı ön yüklemeli (preloaded) bulon kullanılması TBDY 2018 Madde 9.2.4 ile zorunlu kılınmaktadır. Sıradan 4.6–6.8 sınıf bulon yalnızca deprem yükleri etkisinde olmayan bağlantılarda kabul edilir.
2. Parça Numaralandırma Sistemi
2.1 Numaralandırma Kuralları
Tutarlı bir numaralandırma sistemi, imalat ve montaj hatalarını doğrudan önler. Sektörde yaygın kullanılan ön ek sistemi şu şekildedir:
| Ön Ek | Eleman Tipi | İngilizce |
|---|---|---|
| C | Düşey taşıyıcı (kolon) | Column |
| B | Yatay taşıyıcı (kiriş) | Beam |
| BR | Diyagonal (çapraz) | Brace |
| P | Bağlantı plakası | Plate |
| S | Ek plakası (birleşim sacı) | Splice plate |
| G | Gusset plakası (kılavuz sacı) | Gusset plate |
| AP | Moment bağlantı plakası (alın plakası) | End plate |
Örnek: C-01-A → 1. kolon, A tipi.
Dikkat: Aynı geometride ancak farklı yönde (mirrored) olan elemanlar C-01-A ve C-01-B olarak ayrı numaralandırılmalıdır; aksi hâlde montajda yönlendirme hatası kaçınılmazdır.
2.2 Eleman Listesi (Bill of Materials)
Her paftada veya ayrı bir listede yer alan eleman listesi (BOM), imalat takibini ve malzeme siparişini kolaylaştırır:
| Poz No | Profil | Uzunluk (mm) | Adet | Birim Ağırlık (kg/m) | Toplam Ağırlık (kg) |
|---|---|---|---|---|---|
| C-01 | HEA 200 | 4.500 | 8 | 42,3 | 1.523 |
| B-01 | IPE 240 | 6.000 | 12 | 30,7 | 2.210 |
| BR-01 | L 70×70×7 | 4.243 | 6 | 7,39 | 188 |
| AP-01 | Plaka 200×120×12 | — | 24 | — | 78 |
3. Kaynak Sembolleri
Kaynak sembolleri AWS A2.4 veya ISO 2553:2019 standardına göre çizilir. Her iki standart Türkiye'deki atölyelerde paralel kullanılmaktadır; pafta başlık bloğunda hangisinin esas alındığı açıkça belirtilmelidir.
| Sembol | Anlam |
|---|---|
| ▽ | Köşe (fillet) kaynağı |
| ▷ | Küt (butt) alın kaynağı |
| a | Kaynak ağız boyutu (mm) |
| l | Kaynak boyu (mm) |
| n×l(e) | n adet, l boyu, e aralığı |
| ○ | Çevre boyunca kaynak |
| ⬤ | Sahada kaynak |
| ⊥ | Tam nüfuziyetli küt kaynak |
Köşe kaynağı minimum ağız boyutu TS EN 1993-1-8:2005 Madde 4.5.2'ye göre en ince birleşen malzemenin kalınlığından hesaplanır:
Minimum kaynak boyu ise (TS EN 1993-1-8:2005 Madde 4.5.1):
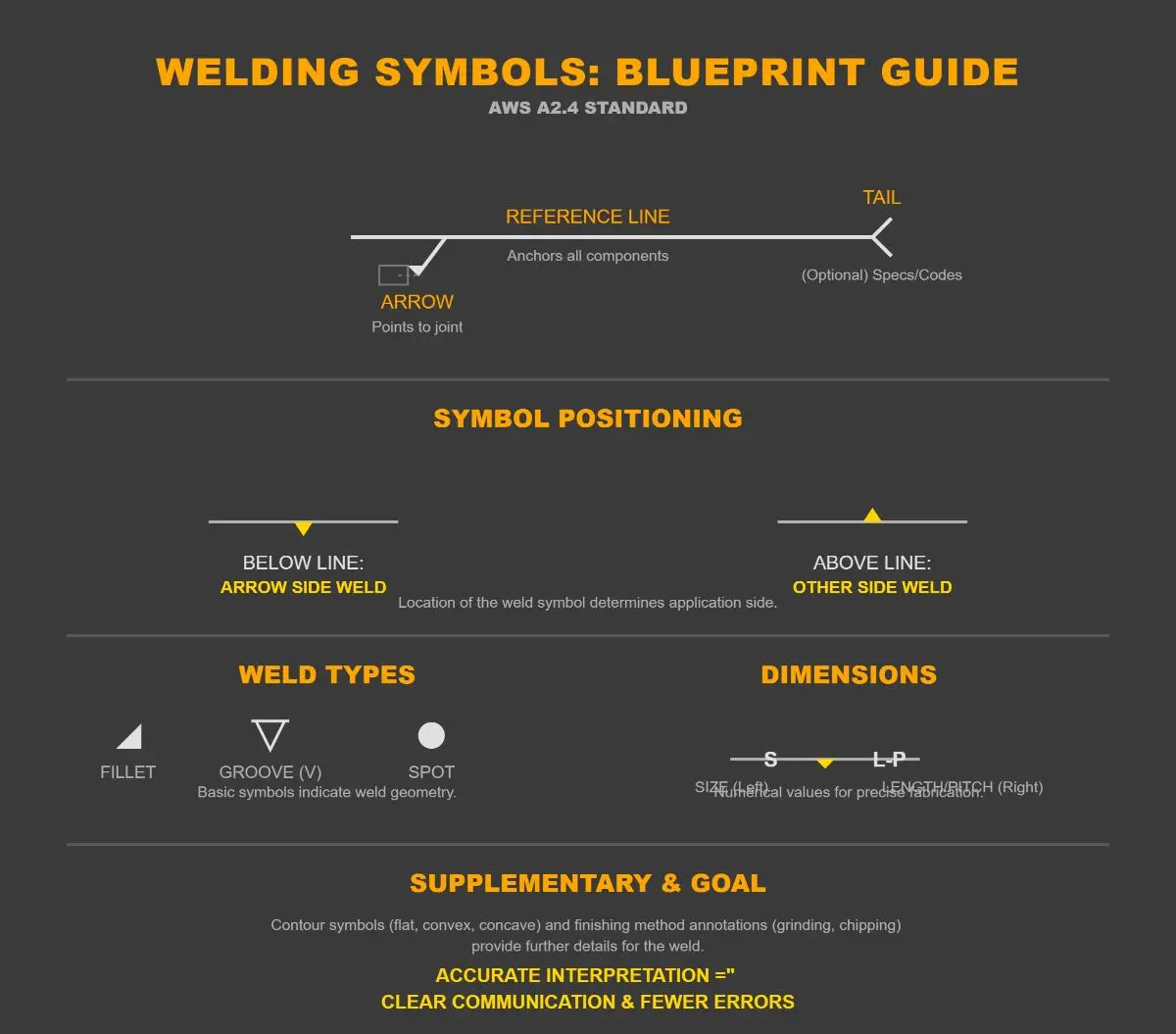
Referans çizgisi, ok tarafı ve ters yüz sembol konumları; fillet, groove ve spot kaynak sembolleri bu şemada özetlenmiştir.
Dikkat: Saha kaynağı (⬤) sembolü unutulursa atölyede yapılması gereken kaynak sahada tekrar yaptırılır; bu hem maliyet artışına hem de kaynak kalitesinin düşmesine neden olur.
Çelik sınıfına uygun kaynak dolgu metali seçimi birleşim kapasitesini doğrudan etkiler:
| Çelik Sınıfı | Korelasyon Katsayısı | Önerilen Kaynak Metali |
|---|---|---|
| S235 | 0,80 | E42XX (EN ISO 2560) |
| S275 | 0,85 | E42XX veya E46XX |
| S355 | 0,90 | E46XX veya E50XX |
| S420/S460 | 1,00 | E55XX veya E62XX |
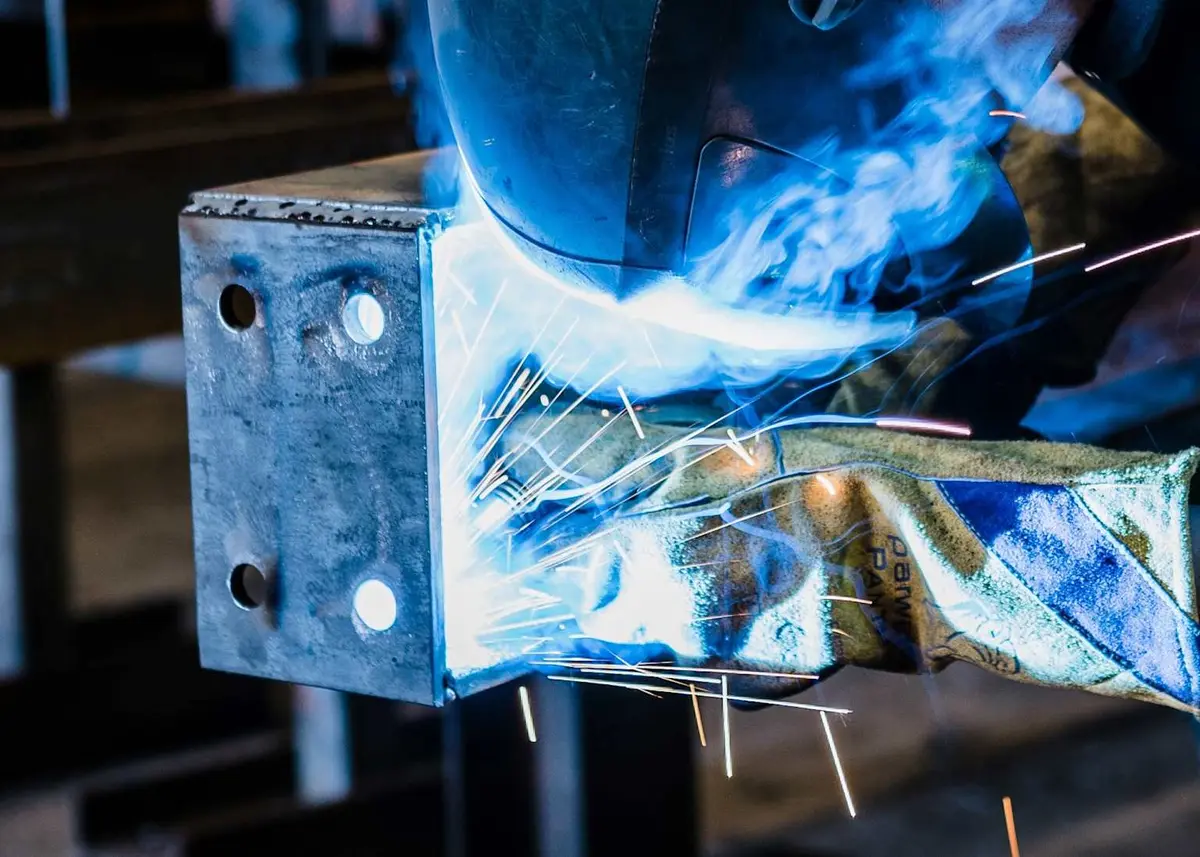
TS EN 1090-2 kapsamında kaynak kalifikasyonu yapılmış kaynakçı tarafından uygulanan köşe kaynağı; kaynak koordinatörü EN ISO 14731 gereğince süreci belgelendirmelidir.
4. Bulon Gösterimi
4.1 Bulon Sembolleri
Paftada delgi ve bulon konumlarını belirtmek için standart semboller kullanılır:
| Sembol | Kullanım |
|---|---|
| ⊕ | Delik (atölye delgi) |
| ○ | Delik (saha delgi) |
| ● | Bulon (saha montaj) |
| × | Bulon (atölye montaj) |
4.2 Bulon Düzenleme Kuralları
Bulon yerleşimi TS EN 1993-1-8:2005 Madde 3.5 kapsamında hesaplanır. Temel mesafe koşulları şunlardır:
Minimum ağdan ağa mesafe:
Minimum kenar mesafesi:
Baskı kuvvetine maruz sıkıştırılmış başlıkta maksimum bulon aralığı:
Burada = delik çapı (mm), = plaka kalınlığı (mm).
| Bulon Çapı (d) | Standart Delik () | Kısa Oval Delik | Uzun Oval Delik |
|---|---|---|---|
| M12 | 13 mm | 14×18 mm | 14×26 mm |
| M16 | 18 mm | 18×22 mm | 18×34 mm |
| M20 | 22 mm | 22×26 mm | 22×40 mm |
| M24 | 26 mm | 26×30 mm | 26×48 mm |
4.3 Ön Yüklemeli Bulon Zorunluluğu
TBDY 2018 Madde 9.2.4 uyarınca deprem yükleri etkisindeki birleşimlerde TS EN 14399 standardına uygun, HR 8.8 veya HR 10.9 sınıfı tam ön yüklemeli bulon kullanılması zorunludur.
Dikkat: HV bulon takımı ile HR bulon takımı TBDY 2018'de eşdeğer kabul edilmektedir; ancak akademik çalışmalar HV bulonların çekme yükü altında sünek olmayan kopma riski taşıdığını göstermiştir. Deprem bölgelerinde HR tipi bulon tercih edilmesi önerilir.
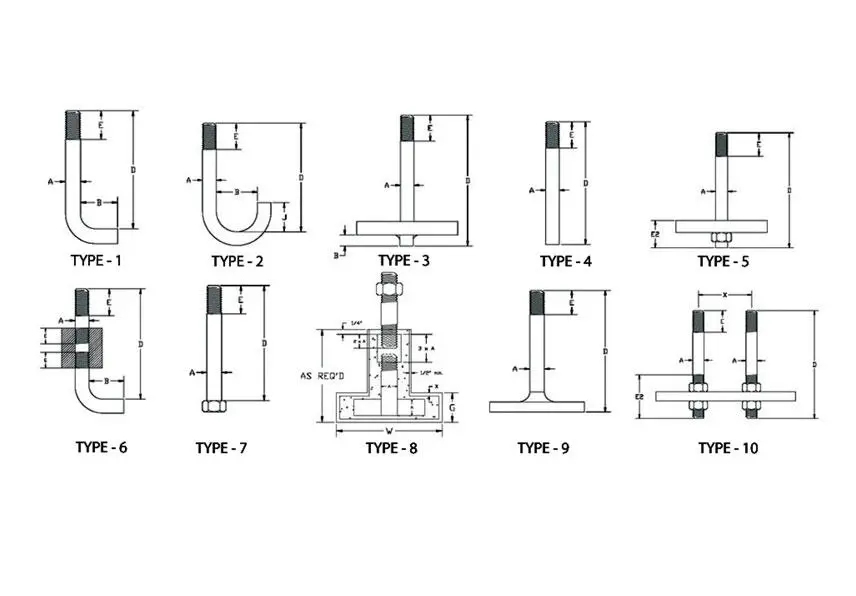
TS EN 1090-2 ve TBDY 2018 kapsamında kullanılan 10 farklı ankraj bulon tipi; proje koşullarına göre uygun tip seçilmeli ve paftada açıkça belirtilmelidir.
5. Montaj Sırası
Montaj sırası diyagramı (erection sequence) paftaya ek olarak hazırlanır. Tipik sıralama şu şekildedir:
- Kolon çelik temeline oturtulur (base plate + ankraj bulonu)
- Birinci kat kolonları monte edilir
- Ana taşıyıcı kirişler bağlanır
- İkincil kirişler ve perdeler eklenir
- Çapraz elemanlar yerleştirilir
- Üst kat kolonlar devam eder
- Yatay rijitlik kontrol edilir, maplom çekilir
Montaj toleransları (TS EN 1090-2:2018 Ek D.1):
| Parametre | Tolerans |
|---|---|
| Kolon düşeyliği | mm |
| Kiriş seviye sapması | mm / 3 m |
| Çatı kirişi sehimi | (L = açıklık) |
| Aks sapması | mm |
| Deprem Düzeyi | Tasarım Spektrumu | Çelik Sistem | Ön Yüklemeli Bulon |
|---|---|---|---|
| DD-2 (Tasarım) | TBDY 2018 Bölüm 2 | Moment aktaran çerçeve (MAÇ) | Zorunlu (Md. 9.2.4) |
| DD-3 (Kullanım) | TBDY 2018 Madde 3.1.2 | Merkezi çaprazlı çerçeve (MÇÇ) | Zorunlu (Md. 9.2.4) |
| Düşük Sismik | — | Süneklik düzeyi sınırlı | Standart bulon kabul edilir |
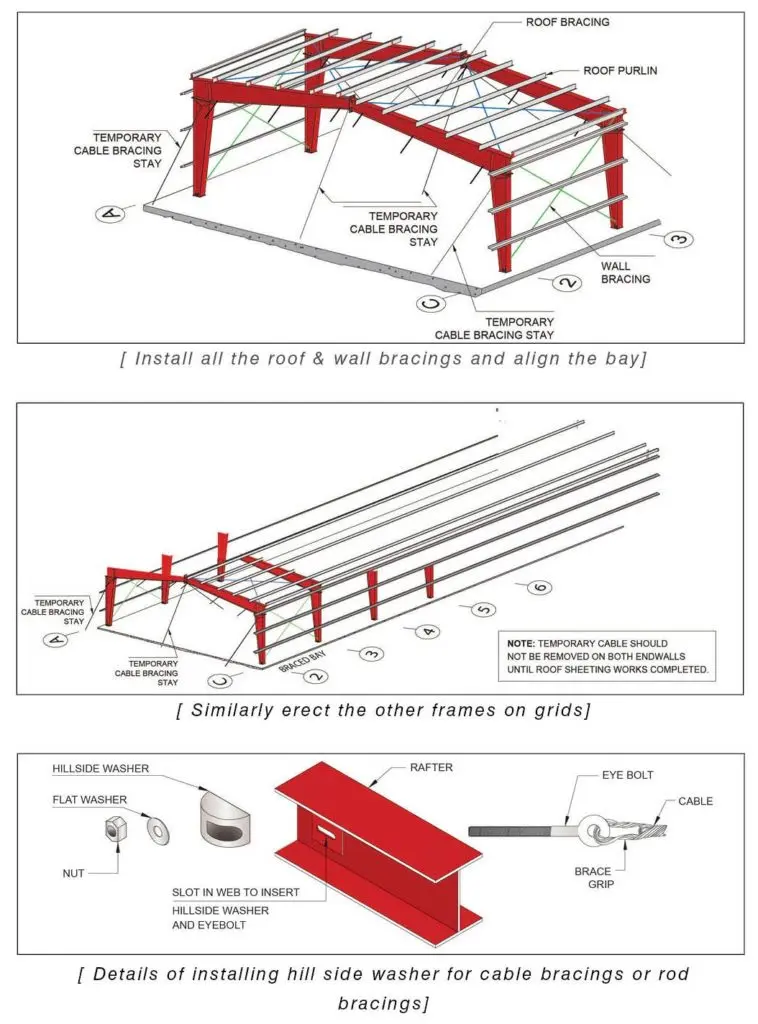
Geçici kablo gergileri kaldırılmadan önce her iki uçtaki duvar kaplamalarının tamamlanması gerektiği sahada kritik bir güvenlik unsurudur.
Saha Notu: Türkiye'de çelik montaj sürecinde İş Sağlığı ve Güvenliği Kanunu 6331 ve Yapı İşlerinde İSG Yönetmeliği kapsamındaki güvenlik önlemleri zorunludur; montaj ekibinin yüksekte çalışma eğitimi belgesi bulunmalıdır.
Dikkat: Montaj sırasında geçici güçlendirme (temporary bracing) hesabı yapılmadan kolon ve kirişler bırakılmamalıdır. Türkiye'nin rüzgârlı bölgelerinde montaj aşamasında rüzgâr yükü hesabı TS EN 1991-1-4 kapsamında yapılmalıdır.
6. Toleranslar
TS EN 1090-2:2018 Ek D iki tür tolerans tanımlar:
- Zorunlu tolerans (essential tolerance): Yapısal güvenlikle doğrudan ilgili
- Fonksiyonel tolerans (functional tolerance): Montaj uyumu için gerekli
| Eleman | Tolerans | Standart |
|---|---|---|
| Kolon boyu | ±3 mm | TS EN 1090-2 Ek D.2 |
| Kiriş boyu | +5 mm / −2 mm | TS EN 1090-2 Ek D.2 |
| Delik yeri | ±2 mm | TS EN 1090-2 Madde 6.7 |
| Base plate düzlüğü | ±3 mm | AISC 303-22 Bölüm 7.5 |
| Kolon düşeyliği (H ≤ 10 m) | H/500 ≤ 20 mm | TS EN 1090-2 Ek D.1 |
| Kolon düşeyliği (H > 10 m) | H/500 ≤ 50 mm | TS EN 1090-2 Ek D.1 |
| Kiriş sehimi (hizalama sapması) | ±10 mm / 3 m | TS EN 1090-2 Ek D.1 |
| Kaynak büzülme payı | 1–3 mm/m | İmalat pratiği |
Dikkat: Sıcak havalarda (Türkiye yaz aylarında 35–45°C) çelik ısıl genleşme nedeniyle gerçek boyutların üzerine çıkabilir. Uzun elemanlar için ölçüm referans sıcaklıkta (20°C) yapılmalı veya sıcaklık düzeltme katsayısı uygulanmalıdır. Çeliğin ısıl genleşme katsayısı (TS EN 1993-1-8 Madde 3.2.6).
7. Yüzey Hazırlık ve Boya
7.1 Yüzey Hazırlık Dereceleri
Yüzey hazırlık derecesi (ISO 8501-1:2007), primer boyanın yüzeye tutunmasını doğrudan belirler. Derece seçimi korozyon riskine göre yapılır:
| Derece | Tanım | Ne Zaman Kullanılır |
|---|---|---|
| Sa 2,5 | Temiz kumlama (tercih) | Tüm dış yapılar, yüksek korozyon riski |
| Sa 2 | Ticari kumlama | Yarı korunaklı çevre |
| St 3 | El/makine fırçalama | Hafif korozyon, küçük alanlar |
Primer boya: En az 40–60 µm kuru film kalınlığı (ISO 12944-5, C3 korozyon kategorisi).
| Kategori | Ortam Tanımı | Türkiye Örneği | Min. Kuru Film Kalınlığı |
|---|---|---|---|
| C1 | Çok hafif (iç mekân) | Ofis binaları | 80 µm |
| C2 | Hafif (iç / dış) | Kırsal binalar | 120 µm |
| C3 | Orta (kentsel / sanayi) | İstanbul, Ankara fabrikalar | 160 µm |
| C4 | Yüksek (endüstriyel / kıyı) | İzmir, Mersin limanı | 200 µm |
| C5 | Çok yüksek (deniz kıyısı) | Kıyı çelik yapıları | 280 µm |
7.2 Sıcak Daldırma Galvanizleme
Sıcak daldırma galvanizleme (SDG), çeliğin yaklaşık 450°C sıcaklıktaki erimiş çinko banyosuna daldırılmasıyla elde edilen uzun ömürlü bir korozyon koruma yöntemidir. Türk standardı karşılığı: TS EN ISO 1461:2022.
| Malzeme Kalınlığı | Min. Ortalama Kaplama Kalınlığı | Min. Tek Nokta Kalınlığı |
|---|---|---|
| t ≥ 6 mm | 85 µm | 70 µm |
| 3 mm ≤ t < 6 mm | 70 µm | 55 µm |
| 1,5 mm ≤ t < 3 mm | 55 µm | 45 µm |
| t < 1,5 mm | 45 µm | 35 µm |
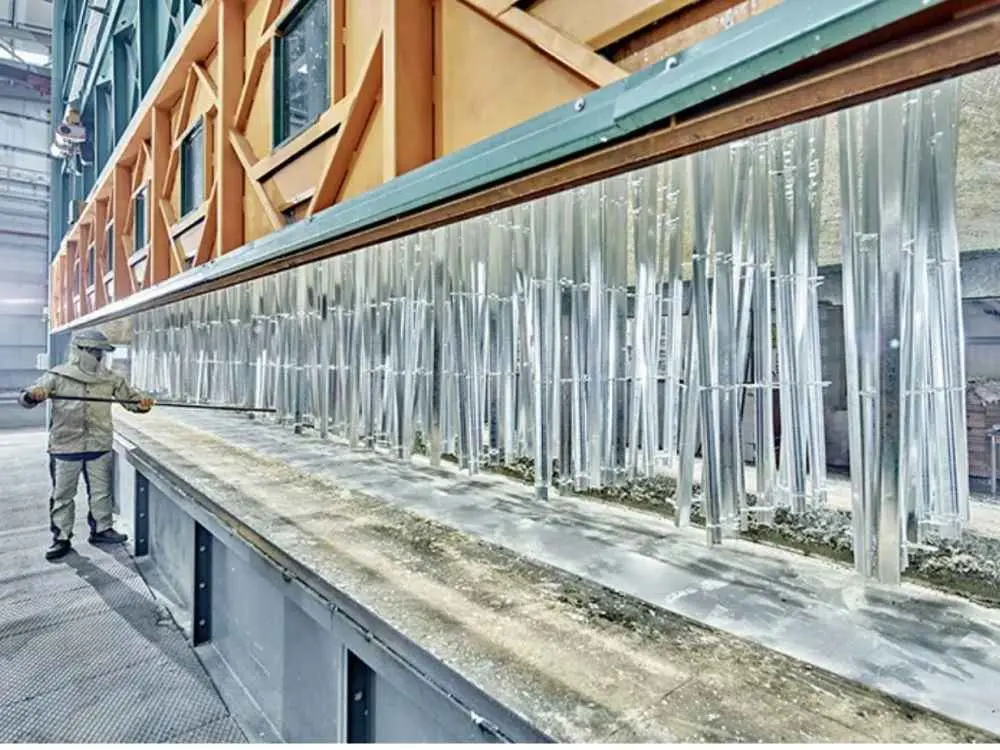
TS EN ISO 1461:2022 kapsamında her malzeme kalınlığı için asgari kaplama kalınlıkları belgelenmelidir; kıyı bölgelerinde galvaniz + üst kat boya (duplex) sistemi tercih edilir.
Saha Notu: Türkiye kıyı bölgelerinde (Ege, Marmara, Karadeniz) galvaniz + üst kat boya sistemi (duplex sistem) kaplama ömrünü 1,5–2,5 katına çıkarmaktadır (ISO 12944-5, Madde 4.3).
7.3 Yangın Koruması
Çelik elemanlar yaklaşık 550°C'de dayanımını kaybeder; bu nedenle yangın koruması zorunludur. İlgili standart: TS EN 13381-8:2013.
| Yangın Dayanım Sınıfı | Süre | Uygulama Yöntemi | Standart |
|---|---|---|---|
| R15 | 15 dakika | İntümeskan boya (reaktif) | TS EN 13381-8 |
| R30 | 30 dakika | İntümeskan boya | TS EN 13381-8 |
| R60 | 60 dakika | İntümeskan boya veya sıva | TS EN 13381-8 |
| R90 | 90 dakika | Alçı levha veya kalın sıva | TS EN 13381-4 |
| R120 | 120 dakika | Beton kaplama | TS EN 1992-1-2 |
Dikkat: İntümeskan boya tasarımı elemanın kesit faktörüne ( veya ) ve çelik sınıfına bağlıdır; her proje için üretici teknik kılavuzundan boya kalınlığı hesaplanmalıdır.
8. Kalite Kontrolü
8.1 Uygulama Sınıfı Belirleme
EXC sınıfı dört adımda belirlenir:
- Önem Sınıfı (CC): Olası hasarın ağırlığına göre CC1–CC3
- Hizmet Kategorisi (SC): Statik (SC1) veya yorulma/sismik (SC2)
- Üretim Kategorisi (PC): Kaynaklı ise PC2, kaynaklı değilse PC1
- EXC Sınıfı: CC × SC × PC kombinasyonundan elde edilir
8.2 NDT Tahribatsız Muayene Oranları
| Kaynak Tipi | EXC2 | EXC3 | EXC4 |
|---|---|---|---|
| Alın kaynağı (çekme gerilmesi) | %10 | %20 | %100 |
| Alın kaynağı (basınç gerilmesi) | %5 | %10 | %50 |
| Köşe kaynağı | %5 | %10 | %20 |
| Yöntem | Kısaltma | Türk Standardı | Amaç |
|---|---|---|---|
| Görsel muayene | VT | TS EN ISO 17637 | Yüzey kusurları, kaynak geometrisi |
| Manyetik parçacık | MT | TS EN ISO 17638 | Yüzey ve yüzey altı çatlaklar |
| Penetrant muayene | PT | TS EN ISO 3452-1 | Yüzey süreksizlikleri |
| Ultrasonik muayene | UT | TS EN ISO 17640 | İç hatalar, tam nüfuziyet kontrolü |
| Radyografik | RT | TS EN ISO 17636 | İç kusurlar |
Kaynak kalite seviyeleri: TS EN ISO 5817 (B, C veya D seviyesi; B = en iyi).
Saha Notu: Türkiye'de çelik imalatçılar CE işaretlemesi için TS EN 1090-1 kapsamında Fabrika Üretim Kontrol (FPC) sistemi kurmalı ve belgelendirme kuruluşu tarafından denetlenmelidir. CE belgesi olmayan çelik imalatçıdan alınan yapı elemanı Yapı Denetimi (4708 sayılı Kanun) kapsamında kabul görmeyebilir.
9. Çözümlü Örnekler
Örnek 1 — Köşe Kaynağı Minimum Ağız Boyutu (Kolay)
Veriler:
- Profil: HEA 200, flanş kalınlığı mm, gövde kalınlığı mm
- Alın plakası kalınlığı: mm
- Kaynak tipi: Köşe kaynağı (fillet weld), çelik sınıfı: S355
İstenen: EN 1993-1-8 Madde 4.5.2 kapsamında minimum köşe kaynağı ağız boyutu.
Adım 1 — En ince malzemeyi belirle:
mm ve mm arasından en ince: mm
Adım 2 — Minimum ağız boyutu:
Adım 3 — Minimum kaynak boyu kontrolü:
Sonuç: mm, flanş boyunca mm kaynak boyu uygulanmalıdır.
Örnek 2 — Bulonlu Birleşim Kesme Kapasitesi (Orta)
Veriler:
- Birleşim: IPE 600 kiriş – kolon başlığına çift kornier bağlantı
- Bulon: 12 adet M20, 8.8 sınıfı; delik: standart ( mm)
- Tasarım kesme kuvveti: kN
- Plaka: mm, S275 ( MPa)
Adım 1 — Bir adet M20 8.8 bulonun kesme dayanımı (TS EN 1993-1-8:2005 Madde 3.6.1):
M20 bulon alanı: mm²
Adım 2 — 12 adet bulon toplam kesme kapasitesi:
Adım 3 — Eziyet (bearing) kontrolü:
Toplam eziyet kapasitesi: kN
Adım 4 — Kontrol:
Sonuç: Birleşim kN'u taşıyabilmektedir. Kapasite kullanım oranı: .
Örnek 3 — TBDY 2018 Tam Güçlü Birleşim Kontrolü (Zor)
Verilen:
- Kolon: HEB 320, S355 ( MPa, MPa)
- Kiriş: IPE 400, S355 ( mm, mm)
- Alın plakası: mm, S275; Bulon: 8 adet M24, HR 8.8 ( MPa)
Adım 1 — Kirişin plastik moment kapasitesi:
IPE 400: cm³
Adım 2 — TBDY 2018 Madde 9.2.5 olası (mümkün) moment:
(S355 için TBDY 2018 Tablo 9.2)
Adım 3 — Üst flanşta çekme kuvveti:
Adım 4 — 4 adet M24 HR 8.8 bulon toplam çekme kapasitesi (M24: mm²):
Adım 5 — Kontrol:
Çözüm — 8 adet M24 HR 10.9 bulonla yeniden tasarım ( MPa):
Sonuç: İlk tasarım TBDY 2018 Madde 9.2.5 tam güçlü koşulunu sağlayamamaktadır. 8 adet M24 HR 10.9 bulon ile yeniden tasarlanan birleşim gerekli kapasiteyi sağlar.
Sık Yapılan Hatalar
| # | Hata | Sonuç | Doğrusu |
|---|---|---|---|
| 1 | Kaynak ağız boyutunu en ince malzeme kalınlığından hesaplamamak | Aşırı ısı girdisi veya yetersiz kaynak | (TS EN 1993-1-8 Md. 4.5.2) |
| 2 | Deprem bölgesinde normal bulon (4.6–6.8) kullanmak | Birleşim TBDY 2018 koşullarını sağlamaz | 8.8 / 10.9 HR ön yüklemeli bulon (TBDY 2018 Md. 9.2.4) |
| 3 | HV bulon ile HR bulonu karıştırmak | HV'de diş sıyrılması riski (sünek olmayan kopma) | Deprem bölgelerinde HR 8.8 / HR 10.9 tercih edilmeli |
| 4 | Montaj sırası diyagramı hazırlamamak | Saha montaj kargaşası, zaman kaybı | Montaj sırası paftaya eklenmeli veya ayrıca hazırlanmalı |
| 5 | Bulon minimum kenar mesafesini gözetmemek | Delik çevresinde plaka kırılması | (TS EN 1993-1-8 Md. 3.5) |
| 6 | Kaynak büzülme payını bırakmamak | Elemanların fabrikadan kısa gelmesi | Uzun elemanlarda her kaynak başına 1–3 mm büzülme payı |
| 7 | Saha kaynağı sembolünü işaretlememek | Atölye kaynakları sahada yeniden yapılır | Saha kaynağı sembolü (⬤) paftada mutlaka belirtilmeli |
| 8 | Yüzey hazırlık derecesini paftada belirtmemek | Farklı atölyelerde farklı uygulama — korozyon | Sa 2,5 (tercih) veya Sa 2 — ISO 8501-1 notu eklenmeli |
| 9 | EXC sınıfını şartname notunda belirtmemek | NDT oranı belirsiz, kalite kontrol eksik | TS EN 1090-2 Md. 4.1.2 kapsamında EXC sınıfı belirlenmeli |
Kaynakça
- İlgili Türk Standartları (TS) ve Avrupa Normları (EN)
- TBDY 2018 — Türkiye Bina Deprem Yönetmeliği
- İlgili ders kitapları ve teknik kaynaklar
Not: Bu makale eğitim amaçlıdır. Projelerde güncel yönetmelik ve standartlara başvurunuz.
Kaynaklar
- CYTHYE-2016 — T.C. Çevre, Şehircilik ve İklim Değişikliği Bakanlığı. https://www.resmigazete.gov.tr
- TS EN 1090-2:2018 — TSE — Türk Standardları Enstitüsü. https://www.tse.org.tr
- TS EN 1993-1-8:2005 — CEN — Avrupa Standardizasyon Komitesi (Eurocode). https://eurocodes.jrc.ec.europa.eu
- TS EN 15048 — TSE — Türk Standardları Enstitüsü. https://www.tse.org.tr
- TBDY 2018 Bölüm 9 — AFAD / T.C. Çevre, Şehircilik ve İklim Değişikliği Bakanlığı. https://www.resmigazete.gov.tr/eskiler/2018/03/20180318M1-2.htm
- ISO 2553:2019 — ISO / TSE — Türk Standardları Enstitüsü. https://www.tse.org.tr
- ISO 8501-1 — ISO / TSE — Türk Standardları Enstitüsü. https://www.tse.org.tr
- TS EN ISO 1461 — ISO / TSE — Türk Standardları Enstitüsü. https://www.tse.org.tr
- Çizim ve Dokümantasyon.
İlgili Hesaplama Araçları
Bu konuyla ilgili ücretsiz mühendislik hesaplama araçlarımızla ön tasarım ve kontrol yapabilirsiniz:
Önemli Mühendislik Uyarısı: Bu içerik yalnızca bilgilendirme amaçlıdır; nihai tasarım, hesap ve uygulama kararları, güncel yönetmelikler ile proje koşulları çerçevesinde yetkili bir inşaat mühendisinin denetiminde alınmalıdır. Sayısal örnekler ve formüller genel mühendislik pratiğini yansıtır; her projenin kendine özgü zemin, yük ve çevre koşulları proje müellifince ayrıca değerlendirilmelidir.
Çelik Yapı İmalat ve Montaj Paftası Hazırlama — Sıkça Sorulan Sorular
Çelik yapı imalat paftasında uygulama sınıfı (EXC) neden önemlidir?
Deprem bölgelerinde hangi bulon sınıfı zorunludur?
Köşe kaynağı minimum ağız boyutu nasıl hesaplanır?
Sıcak daldırma galvanizlemede minimum kaplama kalınlığı nedir?
Montaj toleransları hangi standarda göre belirlenir?
Kaynaklar, sürüm ve alıntılamaAkademik ve mesleki kullanım için atıf ayrıntılarını açın.
bilgiportali (2026). Çelik Yapı İmalat ve Montaj Paftası Hazırlama. Yapıdan — İnşaat Mühendisliği Bilgi Portalı. https://yapidan.com/kategoriler/cd/celik-yapi-imalat-montaj-paftasi-hazirlama